

1. 서 론
실리콘 이종접합(HJT) 태양전지는 진성 비정질 실리콘이 패시베이션(passivation) 층으로 도입된 것이 특징으로 1997년 일본의 Sanyo에 의해 처음 시장으로 소개됐다1). 비정질 실리콘과 결정 실리콘의 이종접합 덕분에 뛰어난 패시베이션 특성과 750 mV의 높은 개방전압(Open-circuit Voltage)2), 26.78%의 높은 효율을 얻을 수 있지만3), 200°C 이상의 고온에서 공정을 진행할 경우 비정질 실리콘 영역에서 수소가 빠져나가 패시베이션 성능이 저하되는 문제가 있어 모든 공정을 200°C 이하에서 진행해야 한다4). 전극 형성을 위해 800°C 이상의 고온이 필요로 하는 기존 방식과 달리, 저온에서 바인더 중합에 의해 전극이 형성되도록 하는 은 페이스트가 실리콘 이종접합 태양전지의 전극 형성을 위해 사용되고 있다.
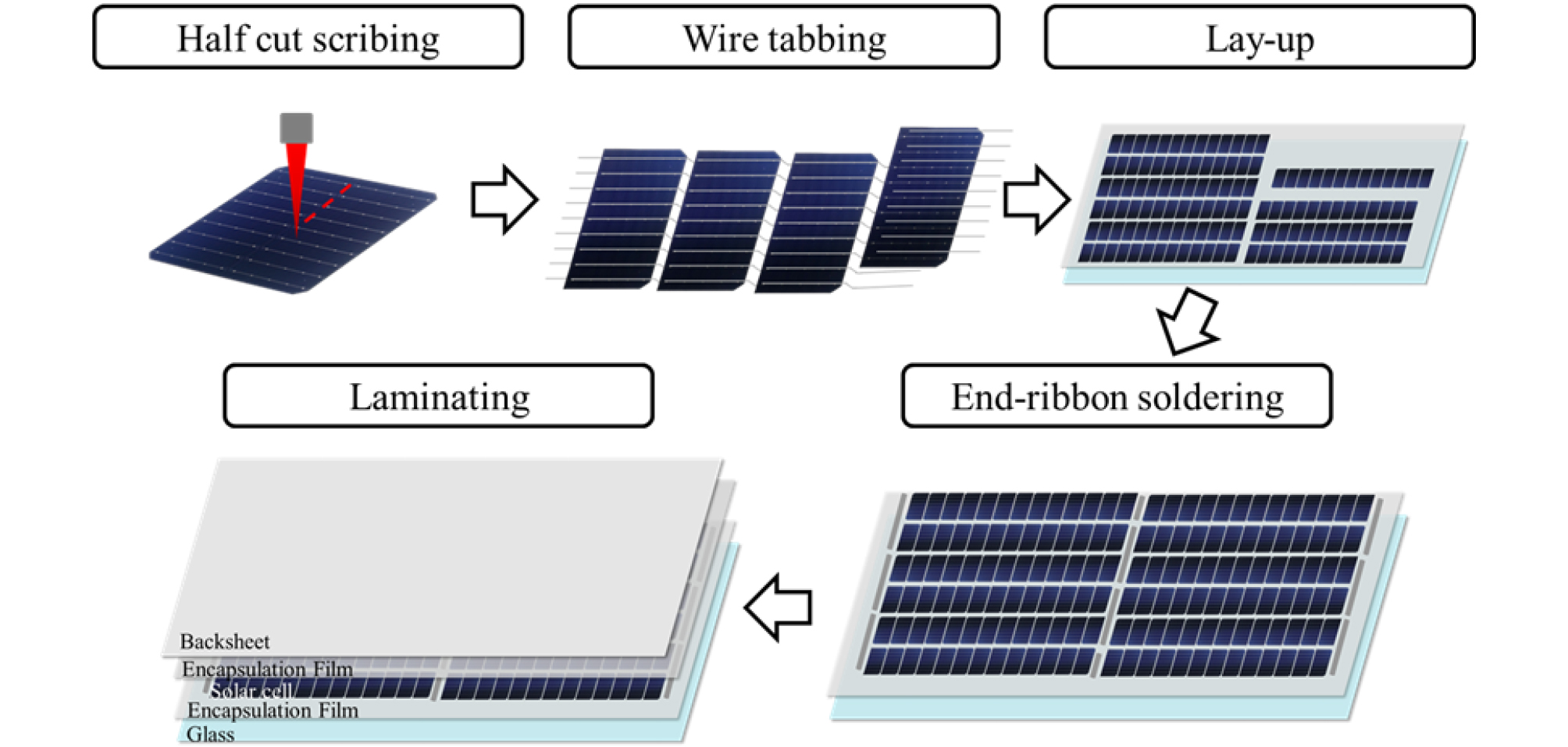
Fig. 1은 멀티 버스바(multi-busbar) 모듈 공정의 모식도이다. 멀티 버스바 전극을 적용한 경우, 넓은 리본 대신 얇은 와이어를 사용하여 수광 면적이 넓어지고, 원형의 와이어에 의해 빛이 산란되어 수광 능력이 증가한다5). 또한, laminating 공정 중 발생하는 물리적 스트레스를 다수의 와이어가 cell 전체에 균일하게 전달하여 미세 균열을 줄여 모듈의 신뢰성이 증가하는 장점이 있다6). 그리고 전극 형성에 사용되는 은의 사용량이 적어 cell의 제작비용을 낮출 수 있다7). 하지만 실리콘 이종접합 태양전지의 버스바 전극 형성에 사용되는 저온 경화 은 페이스트는 soldering 공정 후 버스바 전극과 cell이 떨어져 접합강도가 약해지는 문제가 있어 멀티 버스바 모듈 제작에 어려움이 있다8). 이러한 문제를 해결하기 위해 저온 경화 은 페이스트 종류에 따른 soldering 연구가 진행되었으나8-10), 실리콘 이종접합 태양전지의 버스바 전극 특성에 관한 연구는 부족하다.
본 연구에서는 실리콘 이종접합 태양전지의 버스바 전극 특성을 두께에 따라 평가하고 접합강도와 비교하였다. 이를 위해 실리콘 이종접합 태양전지 버스바 전극의 두께를 측정하고 전극에 와이어를 soldering하여 와이어와 전극 사이의 접합강도를 측정하였다. 와이어 soldering 공정은 half cut cell에 IR lamp를 이용한 tabber로 진행되었다. 와이어가 접합된 half cut cell은 광학 현미경을 이용하여 단면 분석을 진행하였다.
2. 실험방법
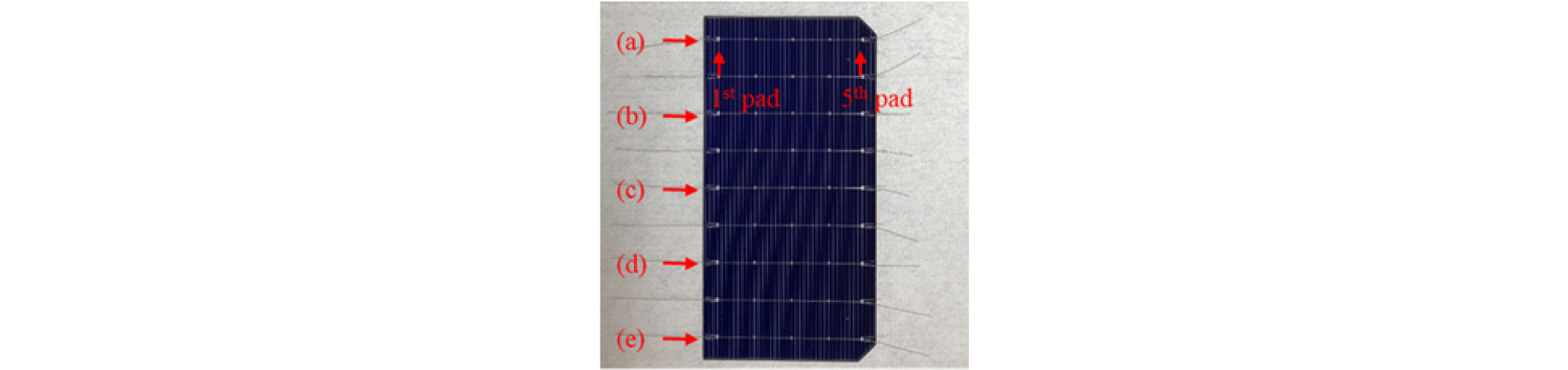
9 버스바 전극이 적용된 실리콘 이종접합 태양전지(M6, Tongwei)를 IR laser scriber (SMBL-16S, SJ inno tech)로 half cut하여 사용하였다. half cut한 cell은 전면과 후면에 각 와이어 당 5개의 패드를 가진다. 버스바 전극 두께에 따른 접합강도 비교를 위해 멀티 버스바 전극에서 soldering이 이루어지는 버스바 전극의 두께를 두께측정기(MG-500C, PROTEC)를 사용하여 측정하였다. Soldering 공정은 IR 램프가 장착된 자체 제작한 tabber와 260 µm 지름의 구리에 60Sn40Pb가 15 µm로 코팅된 고려특수선재사의 와이어를 사용하였다. Fig. 2는 와이어가 접합된 half cut cell의 사진이다. IR 램프 160°C, hot plate 140°C, 공정 시간 2초의 공정조건에서 접합강도 측정을 위한 12개의 샘플을 제작하였다. Fig. 2의 (a), (b), (c), (d), (e) 5개의 와이어와 접합된 1번 패드와 5번 패드에 대한 90° 접합강도를 인장압축시험기(DS2-20N, IMADA)로 측정하였다. 버스바 전극과 와이어 사이의 계면 분석을 위해, 에폭시로 와이어가 접합된 cell을 molding하고 그 단면을 polishing하여 광학 현미경(BX53M, Olympus Corporation)으로 분석하였다.
3. 결 과
Fig. 3 (a)는 실험에 사용한 실리콘 이종접합 태양전지의 버스바 전극의 1번 패드 광학 현미경 사진이고 (b)는 (a)의 일부분을 확대한 사진이다. (b)에서 전극 위에 스크린 프린팅(screen printing) 방식으로 인쇄되어 격자무늬가 생긴 것이 보여 진다. 스크린 프린팅 방식은 제판에 페이스트를 도포하고 스퀴지(squeeze)로 밀어 인쇄하는 방식으로 제판의 mesh의 격자 때문에 전극 표면에 흔적이 남게 된다. Fig. 4는 두께측정기로 버스바 전극 두께가 20.1 µm (a), 13.3 µm (b)로 측정된 위치가 다른 두 전극의 정확한 두께 차이를 비교하기 위해 에폭시로 molding하고 polishing한 버스바 전극 단면 사진이다. 그 결과 Fig. 4 (a)와 같이 최대 21.88 µm, 최소 8.63 µm로 측정되었고, (b)는 최대 15.34 µm에서 최소 8.63 µm로 측정되어 제판의 mesh의 영향으로 위치에 따라 두께 차이가 있는 것을 확인하였다.


실리콘 이종접합 태양전지 버스바 전극의 가운데를 두께 측정기로 3번씩 측정하여 중앙값을 Fig. 5에 정리하였다. 버스바 전극 두께가 16 µm에서 18 µm인 전극의 수가 가장 많아, 기존의 결정질 실리콘 태양전지에서 가장 높은 접합강도를 가지는 16 µm에서 18 µm와 같은 두께를 갖는 것으로 측정되었지만 두께 분포는 더 큰 것으로 보인다11). 두께가 측정된 버스바 전극 중 가장 두께가 얇은 것은 7.8 µm 였고, 가장 두꺼운 전극은 25.6 µm로, 실리콘 이종접합 태양전지의 버스바 전극의 두께는 넓은 분포도를 보여 버스바 전극의 두께가 접합강도에 영향을 준다면 string 제작 공정에서 불량을 만드는 원인이 될 수 있다고 생각된다.
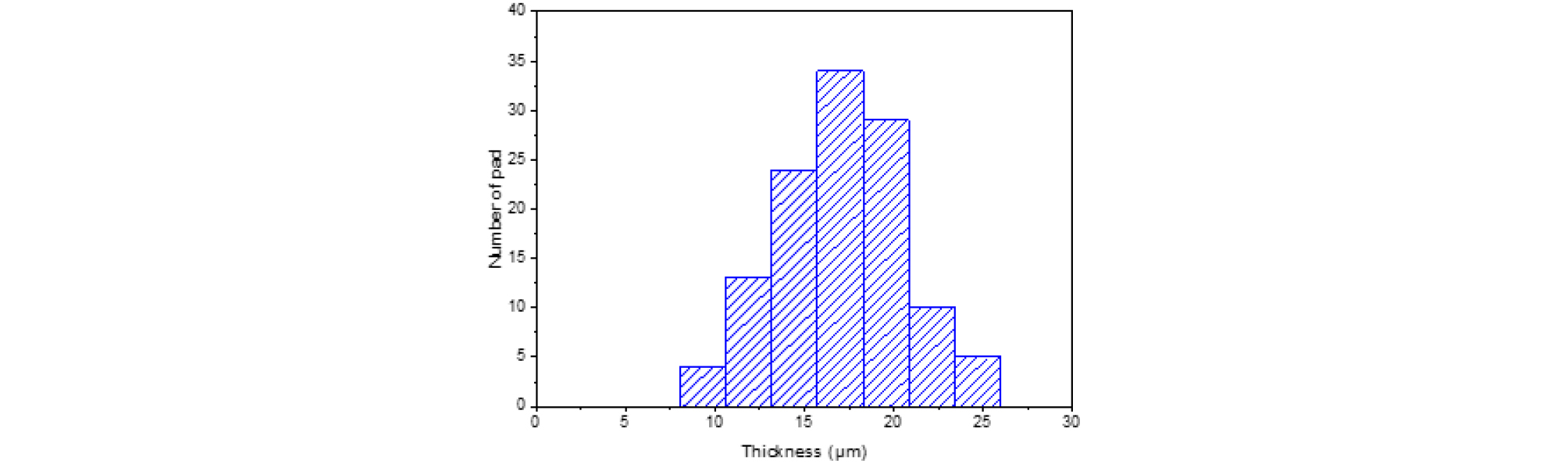
Fig. 6은 두께를 측정한 버스바 전극에 와이어를 붙여 접합강도를 측정한 결과를 정리한 것이다. 실시된 조건하에서 접합강도는 전극의 두께가 증가함에 따라 증가하였다. 일반적으로 태양전지 상호연결을 하는데 요구되는 최소 접합강도는 1 N/mm로11), 실험에서 측정된 평균 접합강도 0.96 N/mm와 가까웠으나 8 µm보다 버스바 전극의 두께가 낮은 경우 0.2 N/mm보다 낮은 접합강도를 보였다. 또한 버스바 전극의 두께가 15 µm인 이하인 경우 절반 이상이 1 N/mm 이하의 접합강도를 보여, 모듈 제작시 tabbing 공정부터 lay-up 공정까지의 string에서 와이어가 떨어져 불량이 생길 것으로 생각된다. 버스바 전극의 두께가 20 µm 이상인 경우 대부분 1 N/mm 이상의 접합강도를 보여, 모듈 공정에서 불량률을 낮추기 위해 버스바 전극의 두께가 20 µm 이상이어야 할 것으로 생각된다.
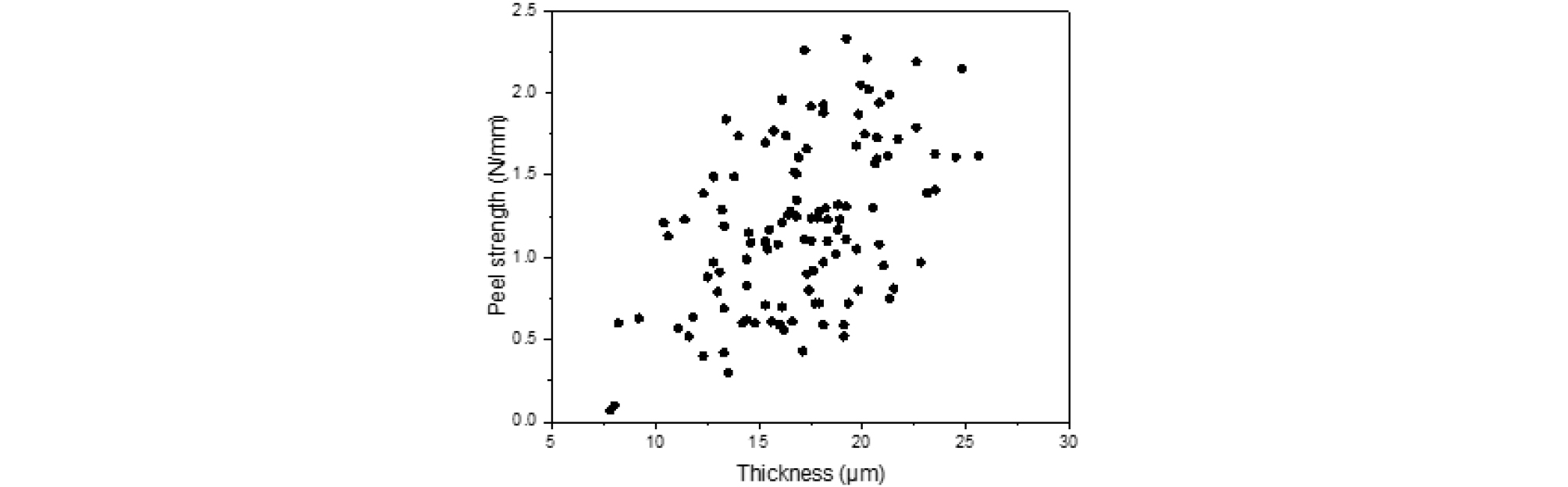
Fig. 7은 두께측정기로 버스바 전극의 두께가 16.9 µm (a), 16.7 µm (b)로 측정된 서로 다른 전극의 단면 사진이다. (a)는 왼쪽으로 갈수록 전극이 얇아지며, (b)는 인쇄가 되지 않은 부분이 있는 것으로 관찰된다. 스크린 프린팅 방식에 의해 형성된 고르지 못한 버스바 전극 표면은 soldering 공정 중 solder가 퍼지지 못하게 하거나, 버스바 전극과 와이어 사이의 열전달 문제를 만들 수 있다11,12). 또한, 버스바 전극의 두께가 얇은 경우 soldering 공정 중 은이 용해되어 soldering 특성을 저하시켜 낮은 접합강도를 만드는 원인이 될 수 있어12), (a) 처럼 얇은 부분이 많은 경우, 접합강도가 낮아질 수 있다고 생각된다. 이 때문에 동일한 두께에서도 접합강도가 차이가 나는 것으로 생각된다. 이종접합 태양전지에 사용되는 은 페이스트의 인쇄성이 개선되어 전극의 편차를 줄인다면 접합강도 편차를 줄일 수 있을 것으로 생각된다.

Fig. 8은 전극과 와이어 접합부의 광학 현미경 사진이다. 위에 주황색의 둥근 구리 와이어가 있고 아래에 파란색의 cell 위에 붉은 점선으로 표시한 버스바 전극이 있고, 전극과 와이어 사이에 하얀 PbSn solder가 보인다. (a)는 와이어와 cell 사이의 거리가 17.84 µm이고 (b)는 15.97 µm로 측정되었다. (a)는 와이어와 전극이 직접 접촉하고 있는 것으로 보이며, (b)는 와이어와 전극 사이에 1 µm의 solder가 있는 것으로 보인다. 버스바 전극의 두께가 얇은 (b)의 solder와 버스바 전극의 계면에서 더 많은 기공이 관찰되었다. 기공은 soldering 공정에서의 과도한 양의 플럭스, 잘못된 soldering 온도, 부족한 solder의 양과 버스바 전극의 부적절한 두께, 고르지 못한 표면, 용해된 은이 solder로 확산되어 형성될 수 있다11)-13). 버스바 전극의 두께가 얇은 경우 구리 와이어와 버스바 전극 사이에 많은 기공이 전극과 solder가 접합되는 면적을 줄여 접합부를 약화시킬 수 있다고 생각된다. 실리콘 이종접합 태양전지의 버스바 전극의 두께가 20 µm 이상일 경우 1 N/mm 이상의 접합강도를 가져 태양전지 상호연결에 충분한 수치를 확보할 수 있다.

4. 결 론
본 연구에서는 멀티 버스바 전극을 적용한 실리콘 이종접합 태양전지의 버스바 전극 특성을 비교하기 위해 버스바 전극 두께를 측정하고 접합된 와이어의 접합강도를 측정하였다. 버스바 전극은 두께측정기로 두께를 측정하였으며 위치에 따른 두께 차이를 확인하기 위해 단면을 확인하였다. 버스바 전극은 스크린 프린팅 방식으로 인쇄되어 버스바 전극의 두께 차이가 있었고, 두께가 16 µm에서 18 µm인 경우가 가장 많았다. 접합강도는 버스바 전극의 두께가 증가함에 따라 증가함을 볼 수 있었다. 버스바 전극의 두께가 20 µm 이상인 경우 대부분 1 N/mm 이상의 접합강도를 보였으며, 전극의 두께가 얇은 경우 solder와 버스바 전극 사이의 계면에 더 많은 기공이 보여 기공이 접합강도를 낮추는 것으로 생각된다. 이종접합 태양전지의 전극 형성을 위한 은 페이스트의 인쇄성을 개선한다면 버스바 전극의 두께를 줄여 생산비용을 줄일 수 있을 것으로 기대된다. 이러한 결과를 통해 적절한 접합강도를 확보하기 위해서 실리콘 이종접합 태양전지의 버스바 전극은 결정질 실리콘 태양전지의 버스바 전극보다 두껍게 만들어야 함을 알 수 있으며, 스크린 제판의 메쉬 와이어의 두께를 바꾸는 것으로 버스바 전극을 두껍게 만들 수 있기 때문에 실리콘 이종접합 태양전지의 모듈 생산 수율을 상승 시킬 수 있을 것으로 기대된다.
