

1. 서 론
빛의 투과가 거의 불가능한 불투명 태양광 발전시스템과 달리 투광형 태양광 발전시스템은 빛의 투과가 가능한 모듈 디자인의 장점으로 인하여 건축물 및 차량 등의 창호, 영농, 수상 태양광 발전 등의 다양한 영역에 적용할 수 있다1). 이러한 투광형 태양광 발전시스템은 빛의 투과가 가능한 태양광 소자를 기반으로 제작되며, 이를 현실화하기 위하여 유기 태양전지, 박막 무기 태양전지, 연료감응형 태양전지 및 페로브스카이트 태양전지 등을 이용한 투광형 태양광 시스템 연구가 진행되고 있다2-5). 하지만 앞에서 언급한 태양광 소자들은 아직 대면적화 및 모듈화에 대해 기술적인 한계를 보이므로 투광형 발전시스템의 실용화를 위해 더 많은 연구가 이루어져야 한다.
결정질 실리콘을 이용한 태양광 발전시스템은 높은 발전효율과 비교적 낮은 생산단가로 인하여 현재 태양광 발전 시장의 90% 이상을 차지하고 있지만, 결정질 실리콘 기판 특유의 불투명함으로 인하여 투광형 태양광 발전 시스템에서는 크게 주목받지 못하고 있다. 일반적으로 결정질 실리콘 태양전지를 이용한 투광형 태양광 발전 시스템은 태양전지 간의 거리를 두어 빛이 통과할 수 있는 디자인으로 제작이 진행된다6). 이러한 디자인의 투광형 태양광 모듈은 투광 된 빛의 불균일함으로 인한 한계점을 가지고 있다. 최근 이러한 단점을 극복하기 위하여 결정질 실리콘 기판에 건식 식각 방법을 이용하여 0.5~100[㎛]의 구멍을 형성하여 60×60[mm]의 면적에서 투광형 태양전지를 구현하는 기술이 개발되었다7). 이는 기존 고효율 태양전지 제조공정을 이용하여 투광형 태양전지를 제작할 수 있는 매우 획기적인 방법으로 평가된다. 하지만 태양광 소자의 대면적화 및 건식 식각 공정의 높을 공정 단가를 갖는 숙제를 극복해야 한다.
최근 태양광 모듈 제조를 위한 결정질 실리콘 태양전지를 2~10[mm]의 폭으로 잘라 스트랩 형태로 제작한 후, 이를 이격을 두고 금속 전극으로 연결하여 시스루 형태의 결정질 실리콘 투광형 태양광 모듈을 제조하는 기술이 개발되었다. 각각의 태양전지 스트립의 간격을 조절하여 빛의 투과도를 조절할 수 있으며 이를 통하여 30[%]의 비교적 고른 투과도를 갖는 태양광 모듈 제작이 가능하다8). 하지만 일반 태양전지 스트랩을 이용하여 투광형 모듈을 제작할 경우, 스트랩 중앙부의 금속 전극들의 연결로 인한 심미성의 저하와 스트립간의 직렬 연결로 인한 공정의 어려움과 shading시 높은 출력 감소라는 문제점을 보인다. 이를 극복하기 위하여 본 연구는 직렬접합형 태양전지 스트랩 제조 공정을 개발하였다. 레이저 스크라이빙 공정과 electrically conductive adhesive (ECA)를 이용한 직렬접합 공정을 통하여 스트립을 제작하였다. 직렬접합형 스트랩은 스트랩 중앙의 금속 전극 연결이 필요 없는 구조로 기존 모듈 대비 높은 광투과율과 심미성을 기대할 수 있으며, 직렬접합형 스트립 간의 금속 전극의 병렬연결이 가능하므로 기존 공정과 비교하여 간편한 공정과 shading시 출력감소율 최소화가 가능한 디자인이다.
2. 실험방법
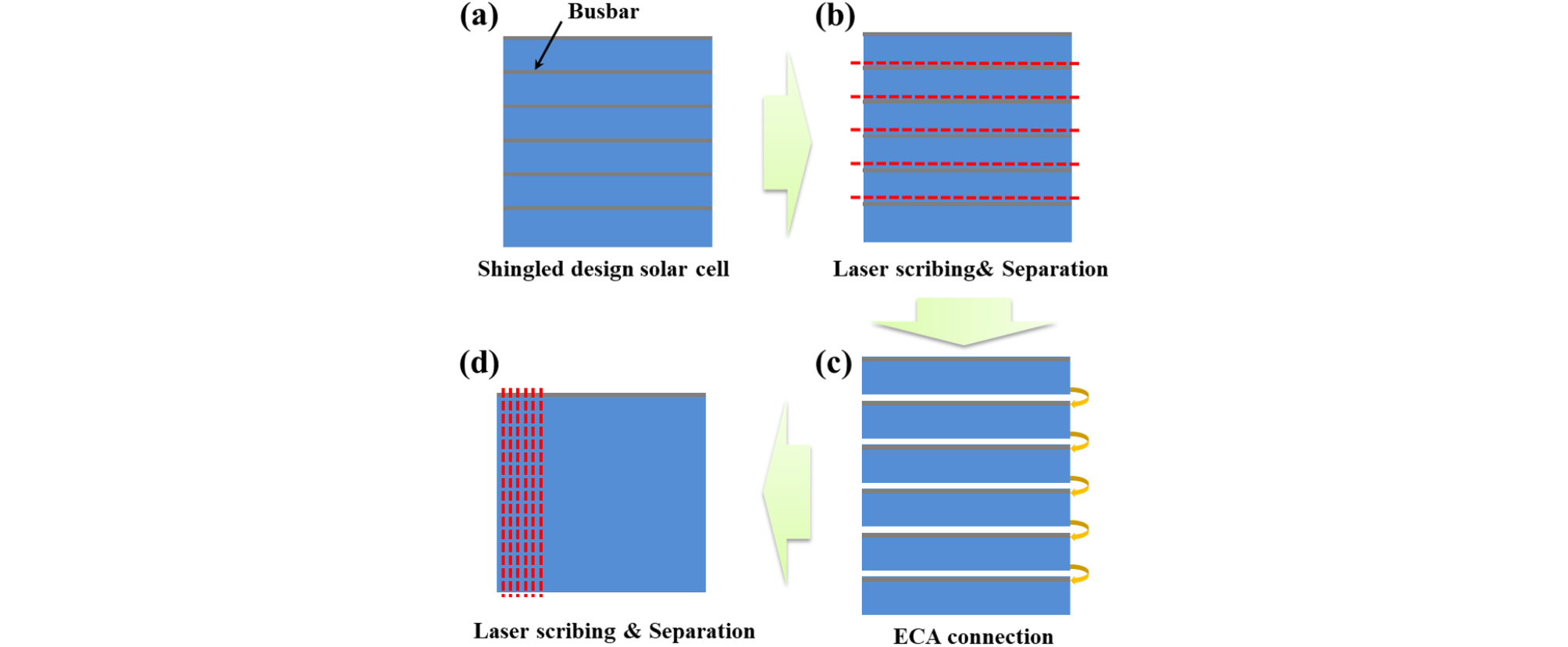
Fig. 1은 직렬접합 스트랩 제조 공정의 계략도이다. Fig. 1 (a)는 우리가 사용한 태양전지의 모식도로 6개의 슁글드 디자인 버스바를 갖는 M12급(210[mm]×210[mm]) p-PERC (Passivated Emitter rear Cell)형 태양전지로 6분할이 가능한 슁글드 디자인의 전면 전극 패턴을 갖는다. 태양전지의 scribing 공정을 위하여 레이저소스(1064[nm], 50[kHz], 20[ns], 30[W], Coherent)를 사용하였다. 우선 우리는 Fig. 1 (b)와 같이 태양전지의 버스바와 수평 방향으로 레이저 scribing 공정을 1회 진행한 후 물리적인 방법으로 6분할된 분할셀을 제작하였다. 이후 분할된 셀을 전기적으로 직렬 연결하기 위하여 전도성 접착제인 electrically conductive adhesive (ECA, XCA-8311, Hankel)를 dispensing 방법을 이용하여 전면 버스바에 분사한 후 Fig. 1 (c)와 같이 다음 분할 셀의 후면 부분과 접합시켰다. 전도성 접착제를 이용하여 셀을 직렬 접합하기 위하여 공정 온도는 140[℃]이며, 공정시간은 10[s] 진행했다. 이러한 방법을 통하여 우선 직렬접합을 이용한 고전압 스트링을 제작하였다.
이렇게 제작된 스트링을 이용하여 시스루 형태의 투광형 태양광 모듈 제작을 위한 직렬접합 스트랩을 제작하기 위하여 Fig. 1 (d)와 같이 우리는 기존 버스바의 방향과 수직된 방향으로 레이저 scribing 공정을 진행하였다. 스트링을 제작한 이후 수직으로 레이저 scribing 공정을 진행할 경우, 기존 분할 셀과 다음 분할 셀 간의 접합 부분은 기존 태양전지 두께의 약 2배 정도가 된다. 이러한 문제점을 해결하기 위하여 우리는 5회의 레이저 scribing 공정을 통하여 분할 셀과 다음 분할 셀 간의 접합 부분도 파손 없이 분리될 수 있도록 공정을 진행하였다. 이렇게 제작된 스트링의 전기적 특성 분석을 위하여 솔라시뮬레이터(WXS-155S-L2, WACOM)와 I-V 측정장치(DKSCT-3T, DENKEN)을 이용하여 상온 AM1.5G (1000[W/m2])환경에서 분석을 진행하였다.
3. 결과 및 고찰
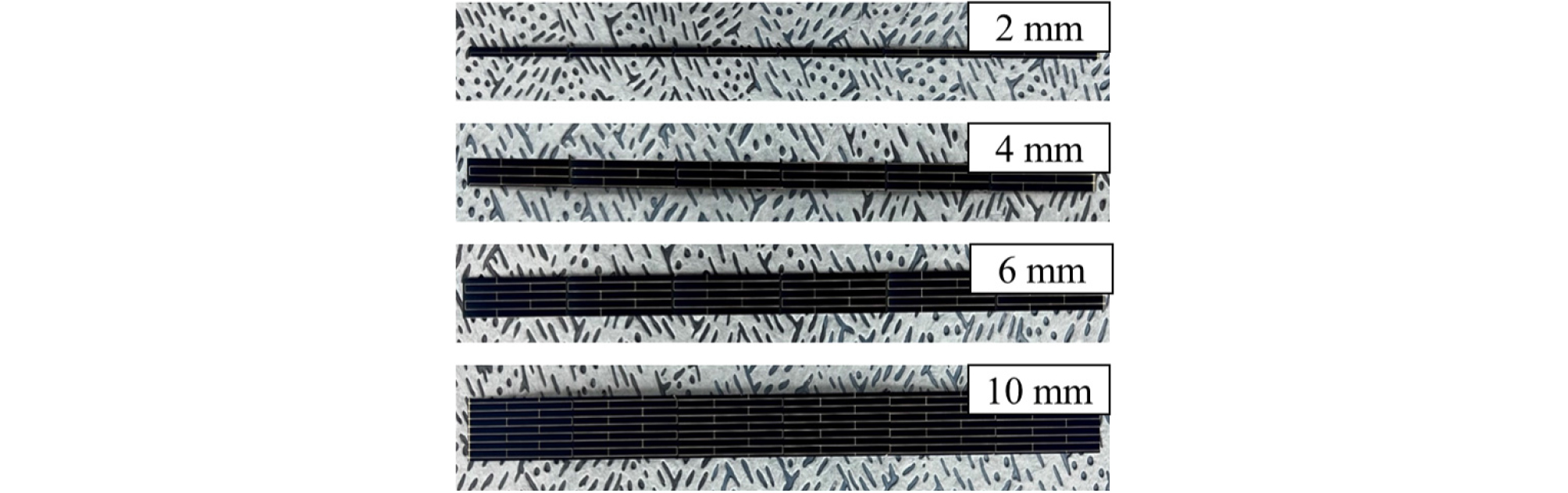
Fig. 2는 다양한 폭을 갖는 직렬접합형 스트랩의 이미지이다. 우리는 Fig. 1에서 설명하였던 공정을 바탕으로 6개의 셀이 직렬로 접합된 2~10[mm]의 폭을 갖는 직렬접합형 스트랩을 성공적으로 제작하였으며, 제작된 스트랩들의 전기적 특성 분석을 위하여 I-V 측정을 진행하였다.
우리는 데이터의 신뢰성을 확보하기 위하여 다양한 폭을 갖는 직렬접합형 스트랩을 각각 10개씩 제작한 후 모든 스트렙의 전기적인 특성을 분석하였다. Fig. 3 (a)는 임의로 선택된 2~10 [mm]의 폭을 갖는 직렬접합형 스트랩 각각 샘플 1개의 I-V curve 데이터이다. 스트랩의 폭이 감소함에 따라 Isc 값은 수광 면적과 비례하게 증가하는 경향을 보이며, Voc 값은 스트랩의 폭이 2[mm]의 경우 3.63 [V], 2[mm]의 경우 3.78 [V], 2[mm]의 경우 3.84 [V], 2[mm]의 경우 3.92 [V]으로 스트랩의 폭이 좁을수록 감소하는 경향을 보인다. Fig. 3 (b)는 이러한 직렬접합형 스트랩 각각 10개 샘플의 전기적 특성 데이터 중 Fillfactor (FF)와 셀 효율의 데이터의 평균을 정리한 그래프이다. 스트랩의 폭이 2[mm]의 경우 평균 FF값은 0.641±0.021, 효율 15.81±0.60[%], 스트랩의 폭이 4[mm]의 경우 평균 FF값은 0.686±0.016, 효율 18.17±0.42[%], 스트랩의 폭이 6[mm]의 경우 평균 FF값은 0.732±0.011, 효율 18.71±0.32[%], 스트랩의 폭이 10[mm]의 경우 평균 FF값은 0.736±0.010, 효율 18.86±0.29[%]의 데이터를 확인하였다. 스트랩의 폭이 증가할수록 스트랩의 전기적 특성이 안정적인 것을 확인할 수 있다. 이는 스트랩의 폭이 좁을수록 레이저 scribing 후 스트랩 분할 시 눈에 보이지 않은 물리적 파손 또는 damage에 의한 이유로 판단되면 추후 전기적 특성 및 공정 최적화를 통하여 전기적 특성을 향상시킬 예정이다.
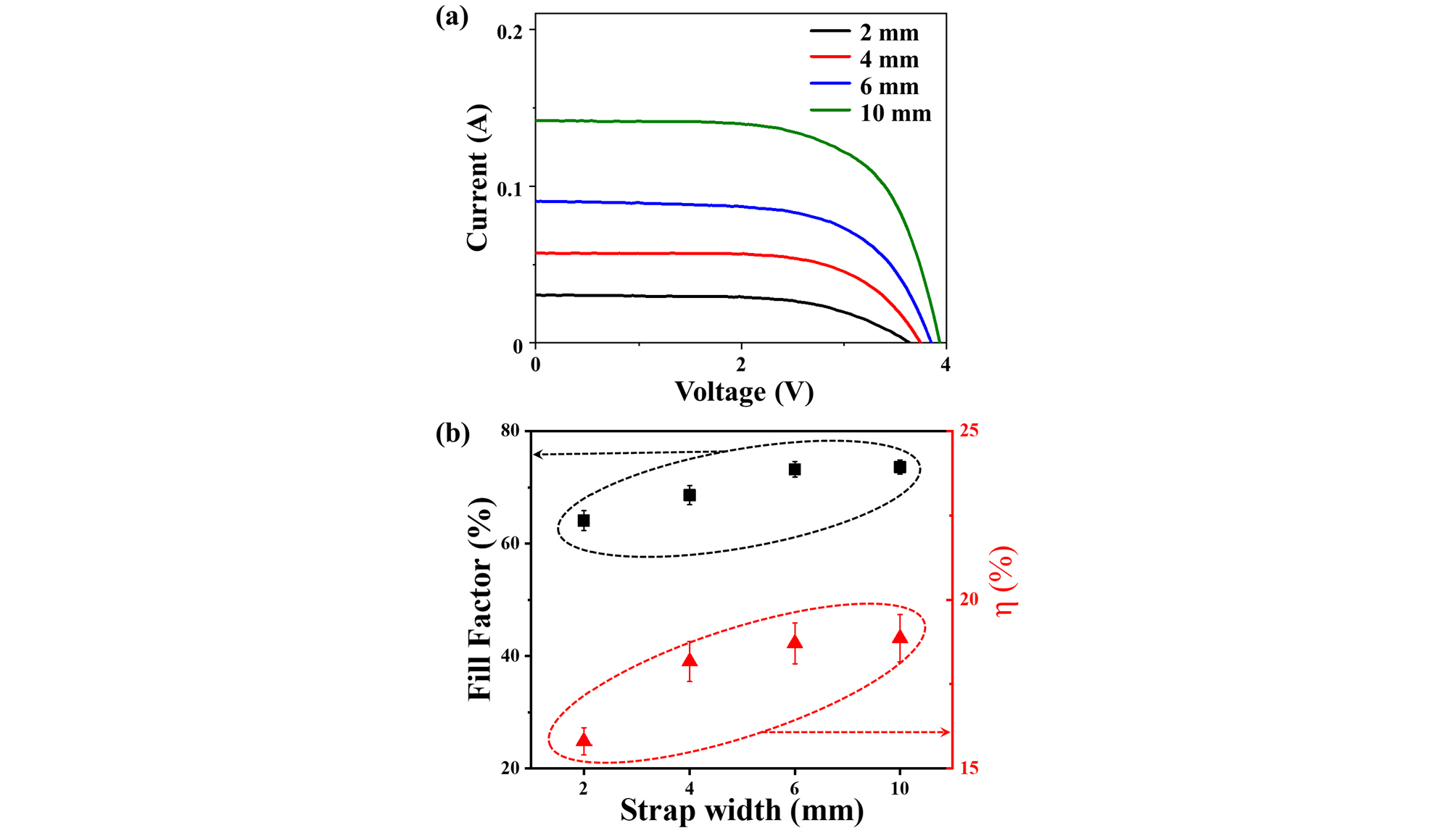
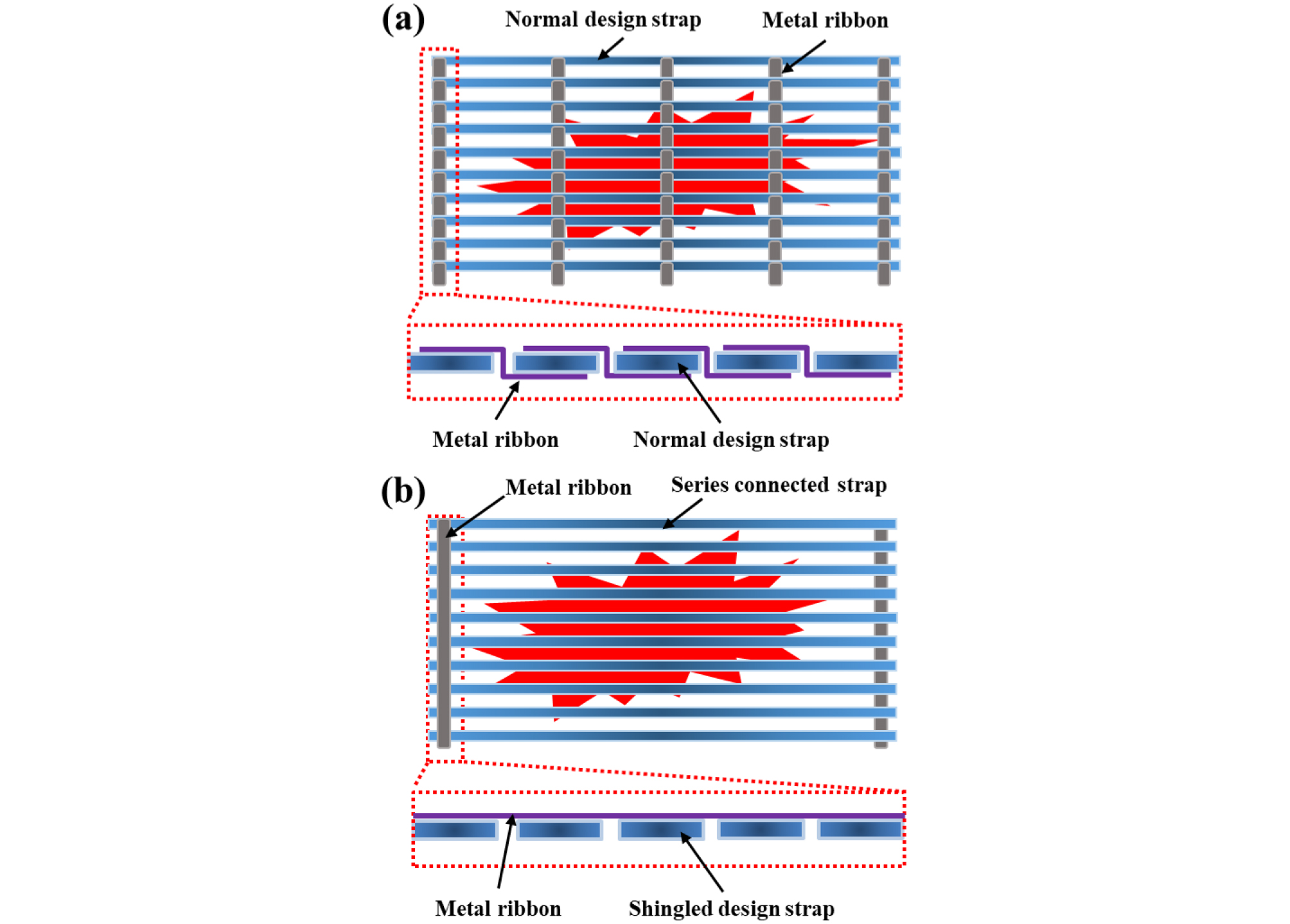
Fig. 4는 일반형 스트랩과 직렬접합형 스트랩을 이용한 시스루 형태의 투광형 태양광 모듈의 모식도를 나타낸다. Fig. 4 (a)와 같이 직렬접합 되지 않은 태양전지를 레이저 scribing 공정 등을 이용하여 스트랩으로 제작 후 투광형 태양광 모듈을 제작할 경우, 스트랩의 중앙부에 존재하는 버스바를 모두 금속 리본으로 연결해야 한다. 이러한 금속 전극은 빛이 투광 되어야 하는 개구부를 가리는 역할을 하므로 모듈의 투광 능력을 감소시킬 뿐만 아니라 심미성도 매우 떨어지게 된다. 이와 더불어 일반 스트랩의 경우 태양전지를 단순히 스트랩으로 제작하였기 때문에 태양전지 전압과 같은 전압을 보이게 된다. 이러한 단점을 극복하기 위하여 각 스트랩 간의 전기적 직렬접합이 필수적이며, 이를 공정적으로 해결하기 위하여 Fig. 4 (a)의 아래의 그림과 같이 각 스트랩을 직렬 연결하기 위하여 스트랩의 상부 전극과 다음 스트랩의 하부 전극을 금속 리본으로 연결해야 하는 모듈 제작 공정의 어려움이 발생한다. 이러한 모듈 제작 공정의 어려움은 모듈의 생산력 저하와 불량률 상승의 원인이 된다.
이와 반대로 우리가 제안하는 직렬접합형 스트랩을 이용한 투광형 태양광 모듈은 Fig. 4 (b)와 같이 스트랩의 양끝단을 금속 리본으로 연결하여 모듈 제작이 가능하다. 이로 인하여 빛이 투과되는 모듈의 개구부에 금속 리본이 위치하지 않으므로 높은 투광도와 심미성을 확보할 수 있다. 이와 더불어 분할된 셀을 전기적 직렬접합한 후 스트랩으로 분할 하기 때문에 접합 수에 비례하게 스트랩의 전압이 증가하게 된다. 이에 Fig. 4 (a)의 아래의 그림과 같이 각 스트랩을 병렬로 연결하여 모듈 제작이 가능하다. 스트랩을 병렬도 연결할 경우, 일반 스트랩을 이용한 모듈 제작과 다르게 스트랩의 전면 전극과 다음 스트랩의 전면 전극을 연결할 수 있으므로 모듈 제조 공정의 단순화로 인한 생산력 향상과 불량률 저하가 가능하게 된다. 일반 스트랩도 마찬가지로 금속 리본의 병렬연결을 이용하여 제작이 가능하지만, 병렬연결로 인한 높은 전류로 인하여 전기적인 손실을 보일 수 있으므로 효율의 향상을 목적으로 하기에는 바람직하지 못한 제조 방법으로 판단 된다.
4. 결 론
본 연구에서는 고효율 투광형 결정질 실리콘 태양광 모듈 제조를 위한 직렬접합형 스트랩 제조 기술을 개발하였다. 우리는 M12급 p-PECR 태양전지를 6분할한 후 이를 ECA를 이용하여 직렬접합하여 스트링을 제작하였고, 이를 레이저 scribing 공정을 이용하여 2~10[mm]의 폭을 갖는 직렬접합형 스트랩을 제작하였다. 우리는 각각 2, 4, 6, 10[mm]의 폭을 갖는 스트랩을 제작하였으며, 이렇게 제작된 직렬접합형 스트랩은 폭이 2[mm]의 경우 평균 FF값은 0.641±0.021, 효율 15.81±0.60[%], 4[mm]의 경우 평균 FF값은 0.686±0.016, 효율 18.17±0.42[%], 6[mm]의 경우 평균 FF값은 0.732±0.011, 효율 18.71±0.32[%], 10[mm]의 경우 평균 FF값은 0.736±0.010, 효율 18.86±0.29[%]의 데이터를 확인하였다. 우리가 제작한 직렬접합형 스트랩은 기존의 일반 스트랩과 달리 접합 수 증가에 따른 높은 전압 구현이 가능하므로 금속 리본과 스트랩 간의 병렬연결로 높은 양산율의 모듈 제조 공정 확보가 가능하다. 또한 모듈 중앙부의 금속 리본이 배제되는 구조이므로 높은 투광성과 심미성 확보가 가능하다. 추후 이렇게 개발된 분할 접합형 스트랩을 이용한 모듈 제조 공정 연구가 진행될 예정이며, 모듈 제조가 가능한 공정 장비에 대한 개발도 진행되고 있다.
