

1. 서 론
최근 태양광 산업의 성능 개선 혁신 트렌드 중 하나는 실리콘 웨이퍼 크기의 증가이다. 웨이퍼 제작 기술의 발전으로 인한 크기의 증가는 태양광 모듈의 크기 증가와 출력 향상으로 이어진다. 그러나 웨이퍼 크기의 증가는 태양전지 모듈 내에서 흐르는 전류를 증가시키며, 이는 모듈 직렬 저항의 증가로 이어진다. 모듈의 직렬 저항 증가는 모듈 효율의 감소를 일으키며, 이를 최소화 하기 위해 태양전지를 분할하는 기술에 대한 다양한 연구가 진행되고 있다1).
태양전지를 분할 할 수 있는 방법 중 하나는, 고밀도의 열원을 이용한 적외선(IR) 레이저 스크라이빙 기법으로. 이 방식은 레이저를 이용하여 태양전지에 흠집을 낸 후 물리적으로 분할하는 방식이다. 이 방식을 통하여 셀 분할을 하기 위해서는 셀 두께의 40~60[%]에 해당하는 스크라이빙 깊이를 목표로 한다2). 이 공정에서의 레이저 에너지는 표면열원이 되어 주변에 열변형층(heat affected zone)이라 불리는 변형을 일으켜 태양전지의 특성을 저하시킬 수 있다3). 고출력 모듈 제작을 위해서는 셀 분할 후에도 셀의 특성을 유지해야 하므로 열손상이나 구조변화를 최소화하는 적절한 레이저 스크라이빙 조건을 찾는 것이 중요하다4).
최근 이종접합(Hererojunction Technology; HJT) 태양전지를 이용한 모듈 제작에 대한 연구가 급증하는 추세이다. HJT 태양전지의 경우 결정질과 비정질 실리콘 사이에 접합이 형성되는 이종접합 구조로, 기존 태양전지와 다르게 전 후면에 투명 전도성 산화물 층(Transparent Conductive Oxide, TCO)을 가진다는 특징이 있다. 이러한 구조적 특징으로 HJT태양전지는 730[mV] 이상의 높은 개방전압(Open-circuit Voltage)과 23[%]이상의 높은 효율 특성을 가진다5). 하지만 TCO 층이 외부로 노출되는 HJT 태양전지의 구조 때문에 해당 전지에 레이저 스크라이빙을 적용할 경우 공정 중 TCO층에 가해지는 열 대미지 영향으로 셀 출력이 크게 감소하는 문제가 발생한다6).
따라서 본 연구에서는 HJT 셀을 활용한 고출력 모듈 제작을 위해 IR 레이저 스크라이빙을 이용한 HJT셀 분할 공정의 최적화 실험을 진행하였다. 실험에서는 셀 분할에 이용하는 레이저의 영향 계수 중 주파수, 파워, 스크라이빙 횟수를 제어하여 HJT 셀에 미치는 영향을 조사하고, 이를 토대로 분할 셀의 출력을 최적화 하는 방안을 모색하였다.
2. 실험방법
본 연구에서는 Fig. 1과 같은 두께 135[μm], M6급(166[mm] × 166[mm]) 웨이퍼를 이용한 HJT 태양전지를 셀 분할에 사용하였다. 사용하는 HJT 셀은 슁글드 디자인으로 전후면에 5개의 전극패턴이 존재하며 해당 패턴을 따라 5분할로 스크라이빙 공정을 진행하였다.

최적의 분할 조건을 찾기 위해 스크라이빙 횟수와 레이저가 1초동안 진동하는 횟수인 주파수[kHz], 단위 시간당 전달되는 에너지인 파워[W]를 변화시키는 실험을 진행한다.
레이저의 주파수에 따른 셀 스크라이빙 깊이 변화를 알기 위해 파워를 9.41[W]로 고정시키고 주파수를 30/50/70/90/110 [kHz]로 변화시키며 깊이를 확인한다. 이어 파워에 따른 깊이변화를 알기 위해 주파수를 110[kHz]로 고정시키고 파워를 2.3/4.7/7.1/9.4/11.8[W]로 변화시키며 깊이를 확인하는 실험을 진행하였다.
실험에서 레이저 스크라이빙 장비(JYAS-1500-210, SIT)를 이용해 스크라이빙 하였다. 레이저 사양은 1040[nm] 파장 200[ns]이며, 레이저 조건에 따른 스크라이빙 깊이는 Scanning Electron microscope (SEM) 장비(SEC, SNE4500M)로 측정하여 확인하였다. 이후 스크라이빙 조건 최적화 전 후의 태양전지 특성 변화는 솔라 시뮬레이터(WXS-155S-L2, WACOM)와 I-V 측정장치(DKSCT-3T, DENKEN)를 이용해 AM1.5G (1000[W/m2])환경에서 출력 비교를 진행하였다.
3. 결과 및 고찰
Fig. 2는 셀 스크라이빙 깊이가 셀 두께 대비 40[%]를 넘지 않았을 때와 넘었을 때의 셀 파손 정도를 보여준다.
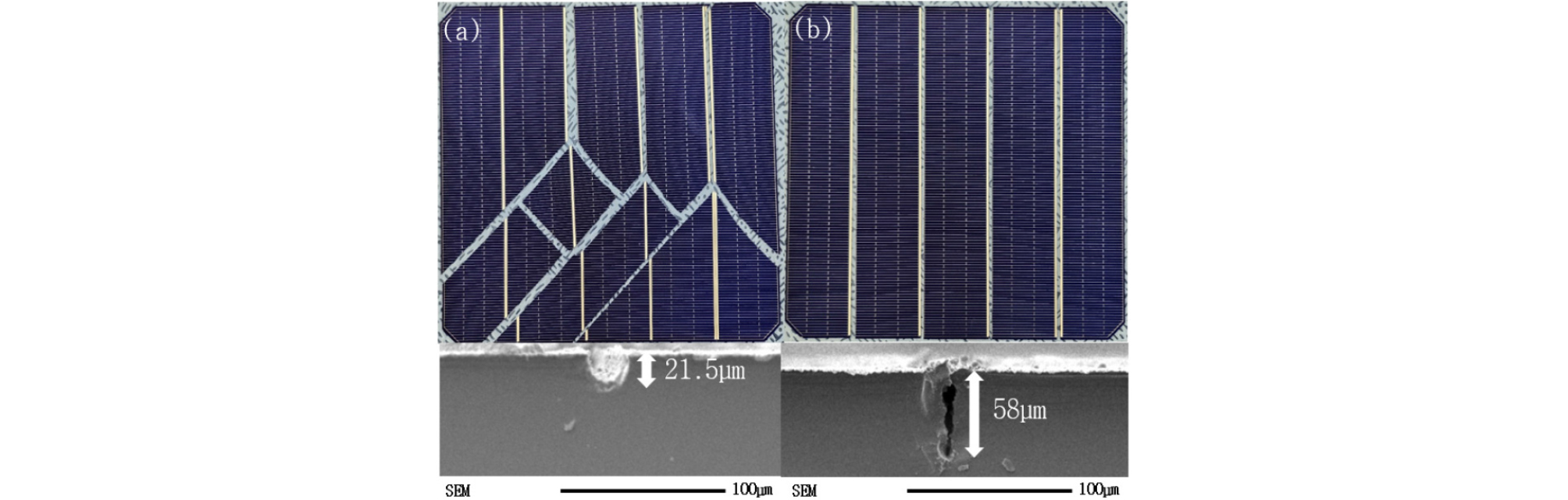
(a)의 경우 스크라이빙 깊이 21.5[μm]로 셀 분할 진행 시 일부 파손되는 형상을 확인 할 수 있다. 반대로 (b)의 경우 깊이 58[μm]로 셀 깊이 대비 스크라이빙 깊이가 42[%]를 보이며 분할 시 파손 없이 단일셀을 확보 가능하다.
그러므로 셀 절단 시의 단일셀 수율을 고려하였을 때 셀 두께 대비 스크라이빙 깊이가 40[%]이상이 적절한 깊이임을 알 수 있다7). 이어 진행한 스크라이빙 횟수 실험의 경우 1회, 2회, 3회 반복하여 진행하였으며. 스크라이빙 2회부터 셀이 완전히 분할되는 경향을 보였다. 스크라이빙 1회로도 충분한 깊이를 얻을 수 있고, 레이저 스크라이빙이 반복되는 횟수가 많을수록 셀에 가해지는 열적 대미지가 높아지므로 횟수는 1회로 고정하였다8).
Fig. 3은 높은 주파수와 파워의 조건에서 셀을 스크라이빙 하였을 때 셀 절단면에 나타난 스크라이빙 주변 열변형 이미지이다. 이는 레이저의 파워가 강할수록, 조사 횟수가 많아질수록 셀에 가하는 열적 대미지가 높아져 열변형을 일으킨다는 것을 알 수 있다.

Fig. 4의 (a)와 Table 1은 레이저 속도 500[mm/s], 스캔 횟수 1회, 파워 9.41[W]로 고정시키고 주파수를 30/50/70/90/110 [kHz]로 변화시키며 실험을 진행한 결과이다. (a) 그래프에서 볼 수 있듯이 레이저 주파수가 증가함에 따라 스크라이빙 깊이의 깊이가 증가함을 알 수 있다. 동일한 파워에서 주파수가 100[kHz]를 넘어야 안정적으로 셀 두께와 스크라이빙 깊이 대비 40[%]이상을 확보할 수 있었으며, 110[kHz]의 조건으로 스크라이빙을 진행하였을 때 61.3[µm] 즉 45[%]의 깊이를 확인할 수 있었다.
Table 1.
Cell IV data with frequency variation
| Power 9.41 W | |||
| Frequency | 30 kHz | 70 kHz | 110 kHz |
| VOC (V) | 0.7225 | 0.7202 | 0.71585 |
| FF (%) | 73.0327 | 74.0593 | 76.537 |
| Eff. (%) | 20.0865 | 20.7115 | 20.53513 |
| Pmax (W) | 1.1056 | 1.14 | 1.13026 |
| ISC (A) | 2.081 | 2.0904 | 2.0612 |
Fig. 4의 (b)와 Table 2는 같은 스크라이빙 조건에서, 주파수를 110[kHz]로 고정시키고 파워를 2.3/4.7/7.1/9.4 /11.8[W]로 변화시키며 스크라이빙 깊이를 확인한 결과이다. 앞선 실험과 마찬가지로 파워를 높일수록 스크라이빙 깊이가 상승하였다. 다만 주파수가 4배 상승하였을 때 깊이의 깊이가 3배 가량 상승한 반면 파워가 5배 가까이 상승하였음에도 깊이의 변화는 주파수와 비슷한 상승률을 보였다. 특히 파워 9.41[W]일 때와 11.76[W]일 때의 스크라이빙 깊이가 61.3[µm], 61.9[µm]로 비슷한 깊이를 보인 것을 확인하였을 때 일정 이상의 에너지를 지녔을 시 스크라이빙 깊이에 영향을 주는 것은 주파수임을 알 수 있다. 또한 레이저가 셀에 가하는 열변형을 감소시키기 위해서는 파워를 최소화 하는 것이 중요하므로9) 주파수 110[kHz], 파워 9.41[W]를 기준으로 최적화 전과 최적화 후의 분할셀 출력 변화를 측정하였다.
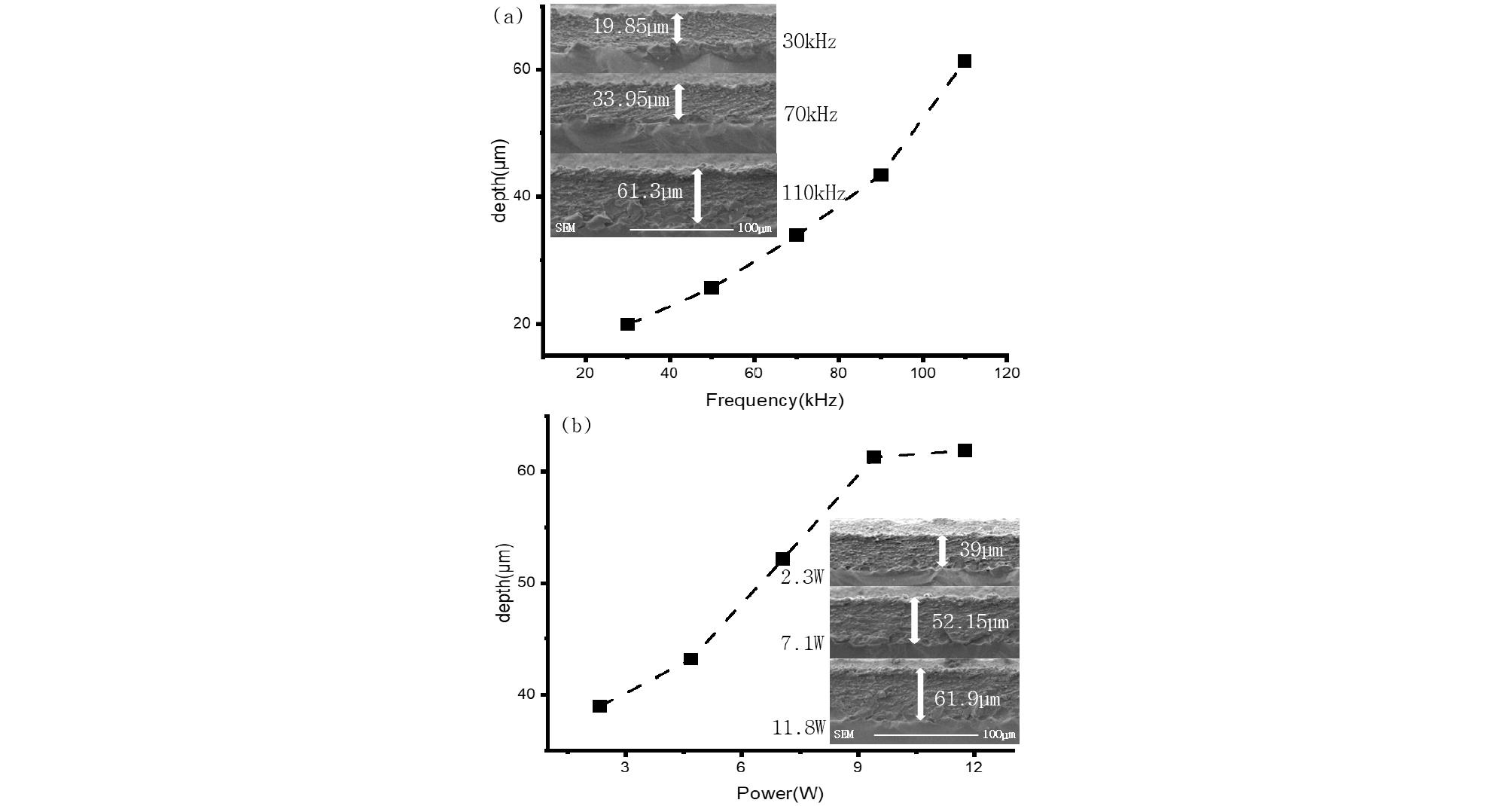
Table 2.
Cell IV data with power variation
| Frequency 110 kHz | |||
| Power | 2.3 W | 7.1 W | 11.8 W |
| VOC (V) | 0.7204 | 0.7139 | 0.7165 |
| FF (%) | 72.5948 | 75.5845 | 75.5174 |
| Eff. (%) | 19.9131 | 20.0832 | 20.2874 |
| Pmax (W) | 1.096 | 1.1058 | 1.117 |
| ISC (A) | 2.081 | 2.0494 | 2.0287 |
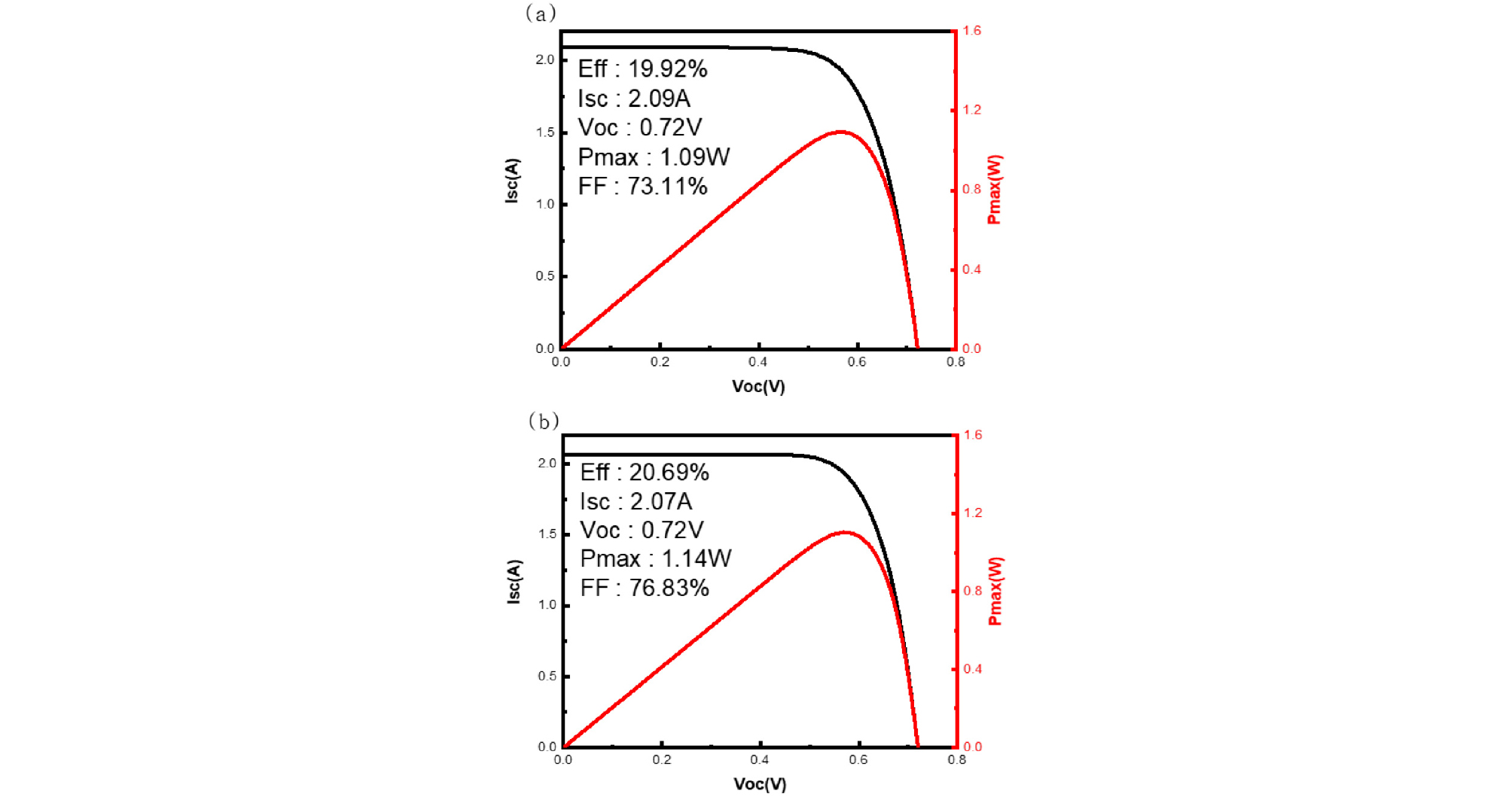
Fig. 5는 레이저 스크라이빙 조건 최적화 전후의 단일셀 특성을 나타낸 것이다. (a)그래프에서 볼 수 있듯 최적화 전 단일셀의 경우 Pmax 1.09[W], Fill Factor (FF) 73.11[%], 최적화 후 (b)단일셀의 경우 Pmax 1.14[W], FF 76.83[%]의 특성을 보인다. 이론상의 M6급 HJT 셀의 단일 셀 출력은 레이저 스크라이빙 전 태양전지의 출력값에서 계산하였을 경우 Pmax 1.26[W], FF 82.6[%]이므로 최적화 전과 비교했을 때 최적화 후 Pmax는 0.03[%], FF는 0.4[%] 향상되었음을 알 수 있다.
4. 결 론
본 논문에서는 IR 레이저 스크라이빙 장비를 이용하여 슁글드 디자인의 HJT 셀의 5분할 공정 최적화 실험을 진행하였다. 셀 깊이 대비 40[%] 이상의 스크라이빙 깊이를 확보하기 위해 스크라이빙 횟수 1회의 조건에서 레이저의 주파수와 파워를 변화시켜가며 SEM으로 스크라이빙 단면의 이미지 확인, 주파수 110[kHz], 파워 9.41[W]의 최적화 조건을 확보하였다. HJT의 TCO 층에 열적 대미지를 최소화 하는 레이저 조건으로 스크라이빙을 진행한 경우 최적화 전과 후의 단일 셀 출력을 솔라 시뮬레이터로 측정한 결과, 각 단일셀의 출력 특성이 Pmax 는 0.03%, FF는 0.4% 향상되었음을 확인할 수 있다. 추후 출력이 최적화 된 단일셀을 이용하여 슁글드 스트링을 제작한 후 고출력 HJT 슁글드 모듈 제작을 위한 공정 최적화를 진행할 예정이다.
