

1. 서 론
태양광 모듈을 제작하는 가장 일반적인 방식은 와이어나 리본을 납땜하여 태양전지 셀을 연결하는 것이다. 납땜은 200°C 이상의 고온에서 진행되며 이 과정에서 bowing이나 파손(crack)이 발생할 수 있다고 보고되었고, 전면의 버스바에 의해 가려지는 영역에서 출력 손실이 발생한다고 알려져 있다1, 2).
최근 관심을 받고 있는 shingled 태양광 모듈은 분할된 셀의 전면 버스바에 ECA(electrically conductive adhesive)를 도포하여 이웃한 셀의 후면 전극과 접합하여 제작된다. 셀과 셀을 오버랩하여 스트링을 제작하기 때문에 전면에 버스바가 노출되지 않아 버스바에 의한 광학적 손실을 줄일 수 있고, 동일한 면적에서 더 큰 수광면적을 얻을 수 있다3, 4).
이러한 shingled 태양광 모듈의 성능을 개선하기 위해 dispenser를 이용하여 ECA 도포량과 모듈 출력의 상관관계 및 ECA 경화조건에 따른 모듈 효율과의 상관관계 등에 대한 연구가 진행되었다5-7). 그러나 양산에서의 생산성 개선과 유지보수 비용 절감을 위해 ECA 도포장비는 dispenser에서 스크린 인쇄기로 대체되고 있다. 스크린 인쇄를 적용할 경우 얇은 ECA 두께로 인해 접합강도(peel strength)가 낮아질 수 있고, 이로 인해 양산 수율과 출력에 영향을 줄 수 있을 것으로 예상되나, 셀에 도포된 ECA의 접합강도를 측정할 수 있는 방법과 접합강도가 출력에 미치는 영향에 대한 정보가 부족한 상황이다.
본 연구에서는 스크린 인쇄를 이용하여 mesh, 선경 등의 스크린 제판 조건에 따른 ECA의 인쇄성과 전기적 특성을 분석하였고, ECA 접합강도를 평가할 수 있는 방법을 제시하였다. 이를 기반으로 경화조건에 따른 접합강도를 측정하여 접합강도가 태양광 모듈 특성에 미치는 영향을 분석함으로서 모듈 제작 시 수율을 높일 수 있는 방법을 제안하였다.
2. 실험방법
2.1 스크린제판별 인쇄성과 전기적 특성
본 연구에서는 실리콘 태양전지에 아크릴계 바인더를 사용하고 은 함량이 86 wt%인 ECA (ds0860, Daejoo)를 스크린 인쇄기(SCSP 1400D, SJ Innotech)로 도포하였다. 스크린 제판 조건에 따른 인쇄성과 전기적 특성을 분석하기 위해 패턴 넓이를 600 µm로 동일하게 하고, 250 mesh인 스크린 제판과 200 mesh인 스크린 제판 2종을 사용하였다. 스크린 제판의 mesh는 1 inch2내의 그물의 수를 의미하며, 실험에 사용된 250 mesh 스크린 제판의 와이어 선경이 30 µm이고, 200 mesh 스크린 제판의 와이어 선경은 40 µm이다. 도포된 ECA는 Forced Convention Oven (OF-4C-60L, JEIO TECH)으로 130°C, 150°C, 170°C의 온도조건에서 60초 동안 경화하여 confocal microscopy (MXB-5000REZ, Hirox)로 도포된 ECA의 선폭과 두께를 측정하였다. 도포된 ECA의 전기적 특성을 분석하기 위해 멀티미터(TK-3205, Chekman)로 저항을 측정하고 confocal microscopy로 측정한 단면적으로 비저항을 계산하였다.
2.2 접합강도
ECA의 접합강도 측정을 위해 1 cm폭으로 절단한 알루미늄 포일을 사용하였고, ECA 경화는 hotplate (ECA Curing machine jig, KS technology)와 400°C까지 가변 가능한 홈메이드 다리미를 사용하였다. ECA 경화는 hotplate 온도 70°C 기준으로 다리미 온도를 130°C, 150°C, 170°C로 증가하였고, 경화시간은 각 온도 조건에서 30초, 60초, 90초 120초로 증가하여 샘플을 제작하였다. 제작한 샘플들은 인장압축시험기(DS2-20N, IMADA)로 접합강도를 측정하였다.
ECA의 접합강도를 납땜하여 연결한 와이어의 접합강도 비교를 위해 half cut 셀(PERC cell, ㈜신성이엔지)을 자체 제작한 IR 램프가 달린 tabber 장비를 사용하여 와이어(260 µm, 60Sn40Pb, 교려특수선재)와 접합시켰다. 와이어는 flux (920CXF, kester)를 도포하여 85°C에서 10초간 건조시켜 준비하였다. 공정 조건은 IR 램프 210°C, hotplate 100°C로 공정 시간 3초로 하였다. 준비된 샘플들은 임의의 위치에서 인장압축시험기로 접합강도를 측정하였다.
2.3 shingled 태양광 모듈 특성
접합강도가 모듈에 미치는 영향을 확인하기 위해 Fig. 1(b)과 같이 5개의 분할 셀을 접합하여 모듈을 제작하였다. 경화온도는 130°C, 150°C, 170°C이고, 경화시간은 각 온도조건에서 30초, 60초, 90초, 120초로 증가하여 접합강도 샘플과 동일한 조건에서 제작하였다. 제작된 모듈은 솔라 시뮬레이터(K201 Lab200, Mc science)로 효율과 fill factor를 측정하여 접합강도와 상관관계를 분석하였다.
3. 결과 및 고찰
Fig. 2는 스크린 제판에 따른 인쇄성을 평가하기 위해 도포된 ECA의 선폭과 두께를 각각의 샘플에 대하여 임의의 위치에서 세번씩 confocal microscopy로 측정한 결과이다. 선폭의 평균값은 250 mesh에서 651.1 µm, 200 mesh에서 659.0 µm로 패턴 넓이(600 µm) 보다 크게 측정되었다. 이는 ECA 점도가 낮아 ECA가 도포된 후 ECA가 퍼져 패턴 넓이보다 선폭이 커지는 것으로 판단된다. ECA 평균 두께는 250 mesh에서 34.3 µm, 200 mesh에서 40.2 µm로 스크린 제판의 와이어 선경과 유사하게 도포되는 것을 볼 수 있었다. Fig. 3은 비저항을 측정한 결과이다. 250 mesh는 130°C에서 1.27×10-4 Ω·cm, 170°C에서 0.84×10-4 Ω·cm였고, 200 mesh은 130°C에서 1.51×10-4 Ω·cm, 170°C 0.82×10-4 Ω·cm로 온도가 증가할수록 비저항은 감소하였다. 또한, 200 mesh에서 비저항이 더 작은 것을 볼 수 있었다. 이는 선경이 큰 스크린 제판으로 인쇄된 ECA의 두께가 더 두꺼워 패턴 넓이가 같은 경우 단면적이 증가하여 비저항을 낮추는 원인이 됨을 알 수 있다.
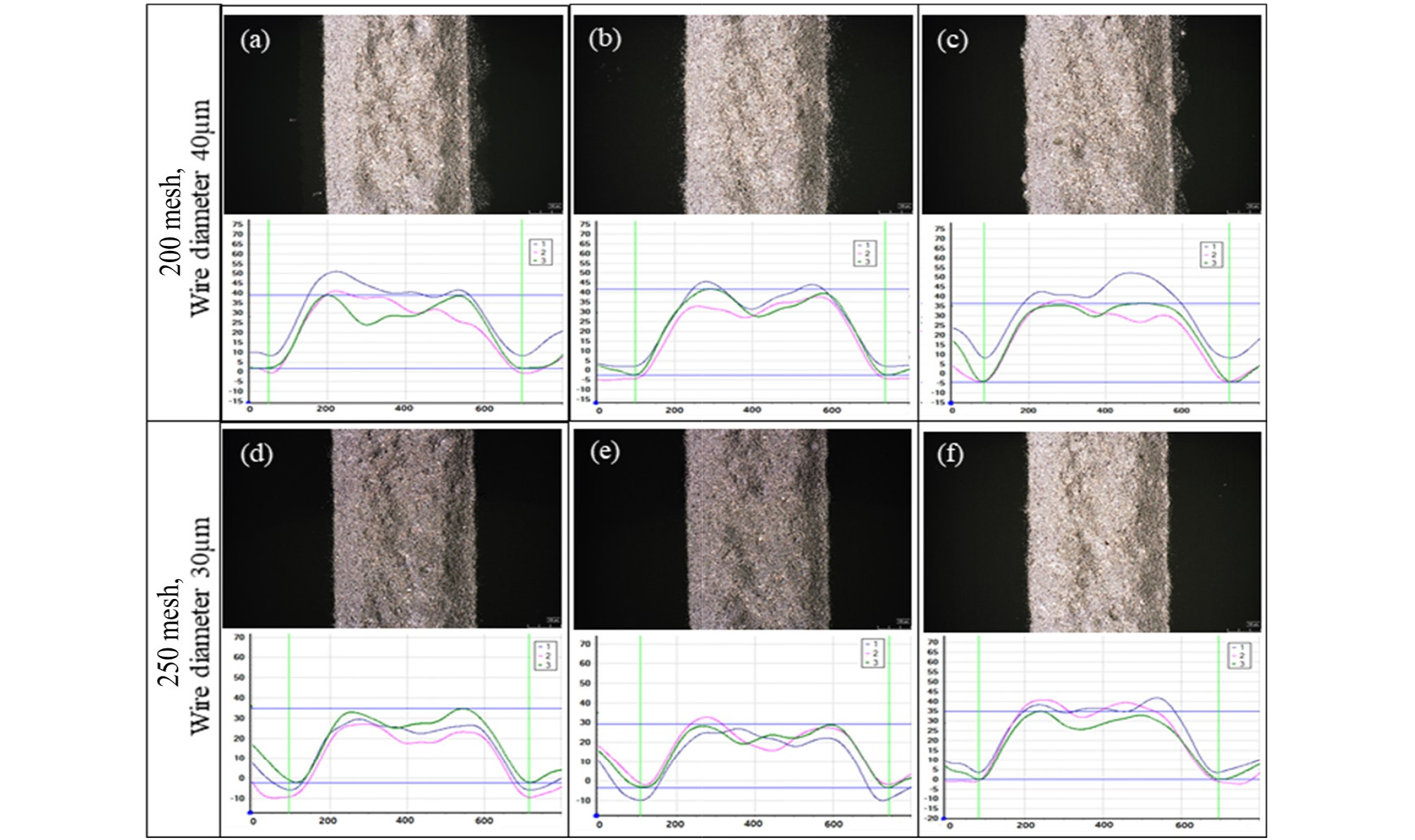
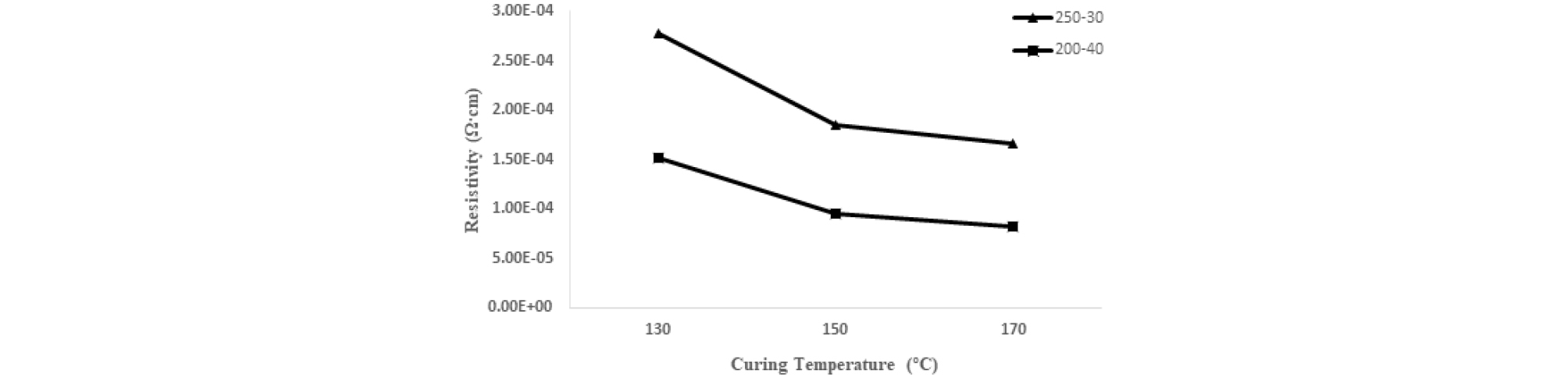
Fig. 4는 경화조건에 따른 접합강도를 측정한 결과이다. ECA의 접착강도는 Table 1의 와이어의 평균 접착강도(1.42 N/mm)와 비교하여 낮게 측정되었다. 그러나 일반적으로 양산에서는 1 N/mm 이상의 평균 접착강도를 요구하고 있어, ECA의 평균 접착강도가 130°에서 0.98 N/mm이고, 150°C에서 1.12 N/mm, 170°C에서 1.11 N/mm로, 150°C, 170°C조건에서 1 N/mm보다 높아 shingled 태양광 모듈을 제작하기에 적합하다고 판단된다. 130°C 30초에서 0.89 N/mm로 가장 낮은 접합강도를 보였다. 이는 경화시간이 짧아 경화가 충분히 일어나지 않았기 때문으로 판단된다. 130°C의 60초와 90초에서는 접합강도가 1.02 N/mm로 일정한 값을 보였고, 120초에서는 접합강도가 감소하였다. 150°C에서는 60초와 90초에서 1.15 N/mm로 가장 높은 접합강도를 보였으나 120초에서 접합강도가 감소하였다. 170°C에서는 30초에서 1.24 N/mm로 가장 높은 접합강도를 보였고, 60초 이상의 경화시간에서 접합강도가 감소하였다. 온도별 최대 접합강도는 온도가 증가할수록 커지기 때문에 고온에서 빠르게 경화시키는 것이 가장 높은 접합강도를 얻을 수 있는 것으로 판단된다. 고온 및 긴 경화시간에서 접합강도가 감소하는 것은 ECA에 사용된 resin의 특성 때문으로 판단된다. ECA에 사용된 아크릴은 열을 가하면 경화되지만 긴 경화시간이나 고온에서 분해가 일어나 접합강도가 감소하는 것으로 추측할 수 있다8).
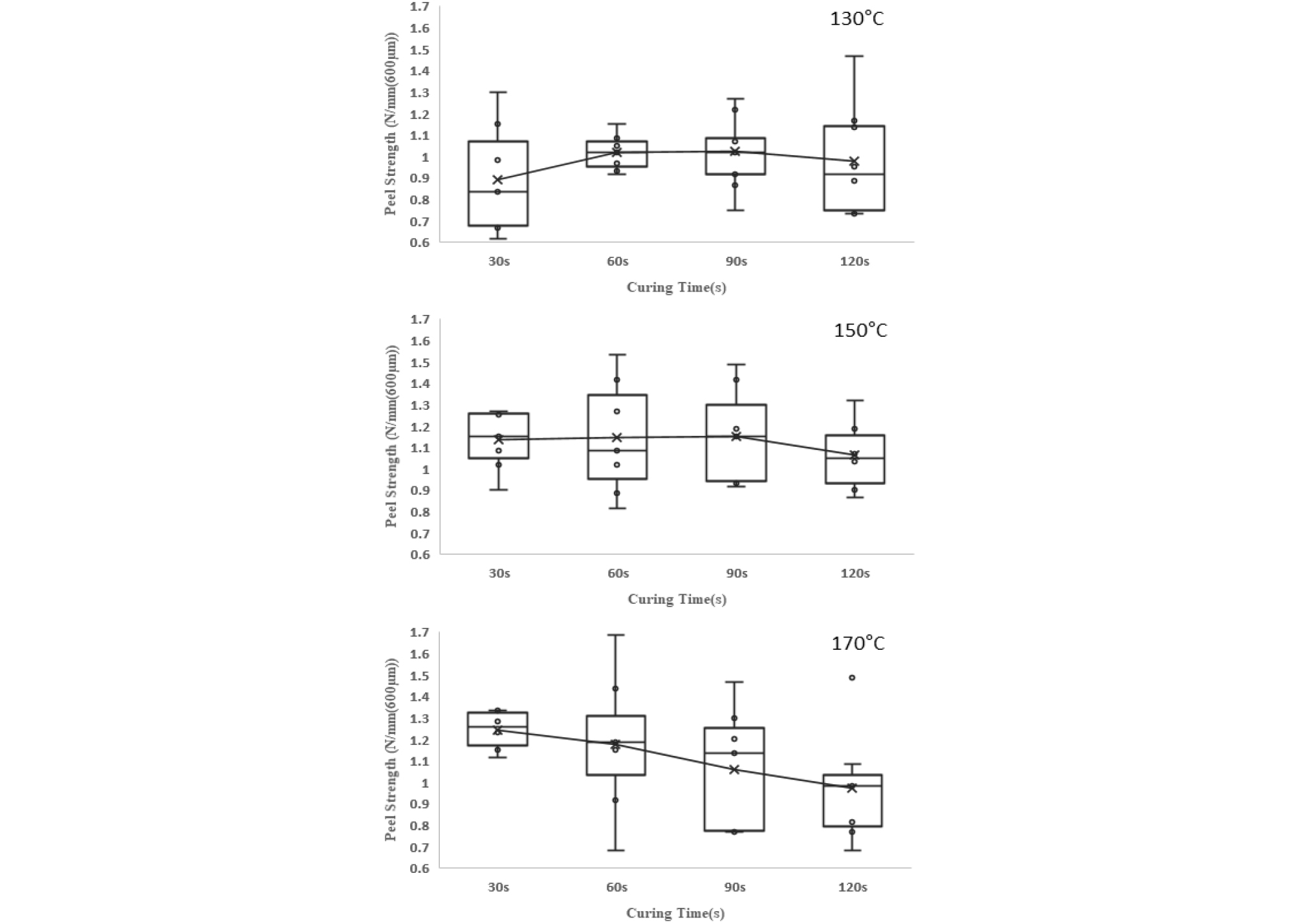
Table 1.
Average peel strength of soldered wire
| Position | 1 | 2 | 3 |
| Average peel strength (N/mm) | 1.44 | 1.36 | 1.48 |
Fig. 5는 모듈의 효율 측정결과이다. 경화조건에 따른 효율을 비교하였을 때, 130°C에서는 30초에서 20.30%로 가장 높은 값을 보였고, 150°C에서는 60초에서 20.26%, 170°C에서는 30초에서 20.31% 가장 높은 값을 보여 경화조건 변화에 따른 영향은 거의 없는 것으로 보여 졌다. 또한 ECA의 접합강도와 효율 측정 결과를 비교하였을 때, 접합강도가 가장 큰 170°C 30초에서 20.31%, 접합강도가 가장 낮았던 130°C 30초에서 20.30%로 차이가 적어 접합강도가 평균 효율에 영향을 주지 않는 것으로 보여 졌다. 이로써, ECA가 셀을 접합시켜 전기적 연결만 된다면 효율에는 영향을 주지 않는 것으로 추측할 수 있다.
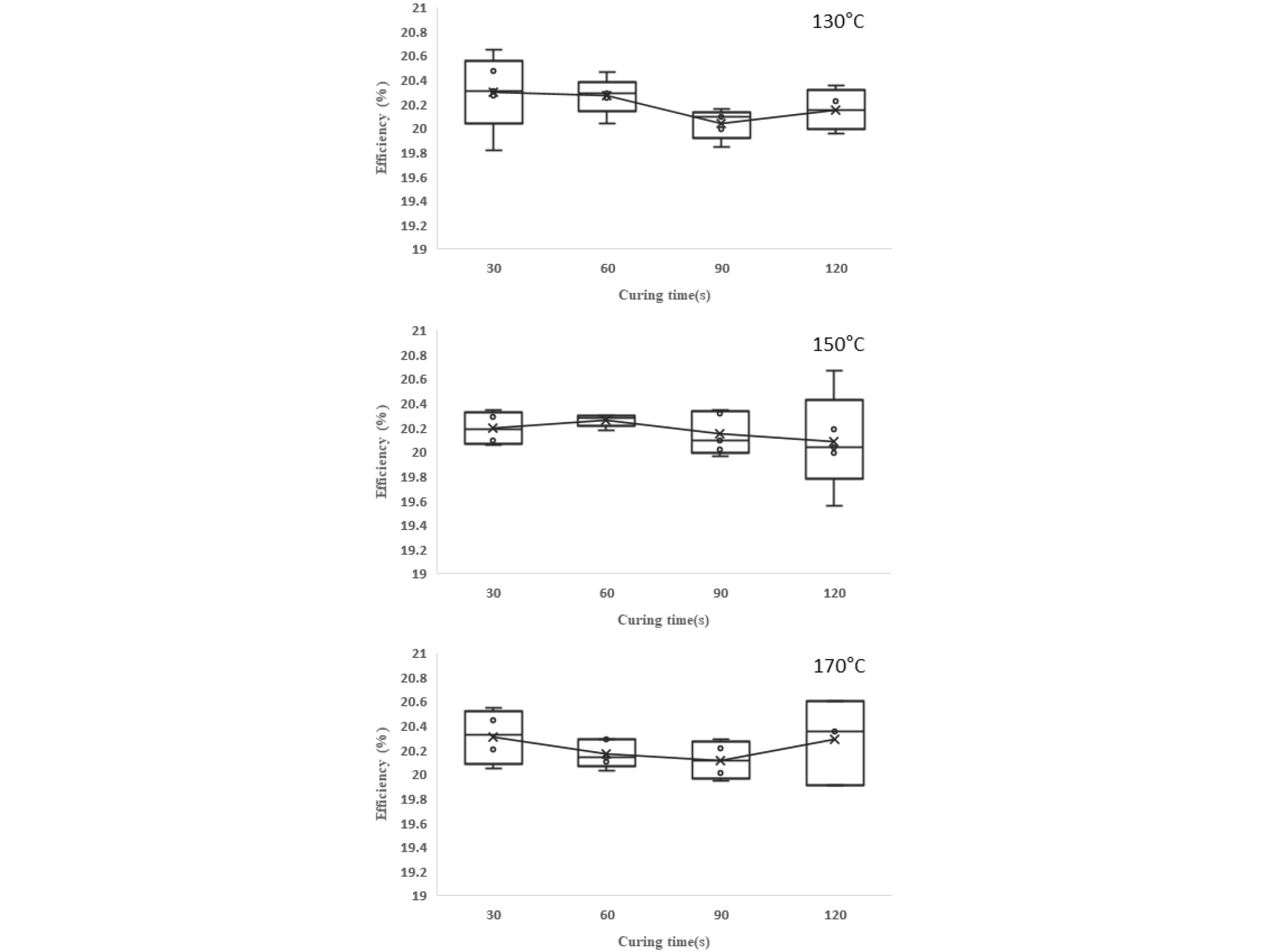
Fig. 6은 모듈의 fill factor 측정 결과이다. 경화조건에 따라 fill factor를 비교하였을 때, 130°C에서는 30초에서 78.42%로 가장 높은 값을 보였고, 150°C는 30초에서 78.53%, 170°C는 120초에서 78.51%로 경화조건 변화에 따른 fill factor의 변화가 크지 않은 것으로 보여 졌으며 접합강도와 비교하였을 때, 접합강도가 가장 작은 130°C 30초에서 78.42%이고, 접합강도가 가장 큰 170°C 30초에서 77.88%로 측정되어 접합강도에 영향을 받지 않는 것으로 추측할 수 있다. 그러나 fill factor의 편차는 충분히 경화되지 않거나 고온에서 접합강도가 감소하는 조건에서 커지는 것으로 보여 졌다.
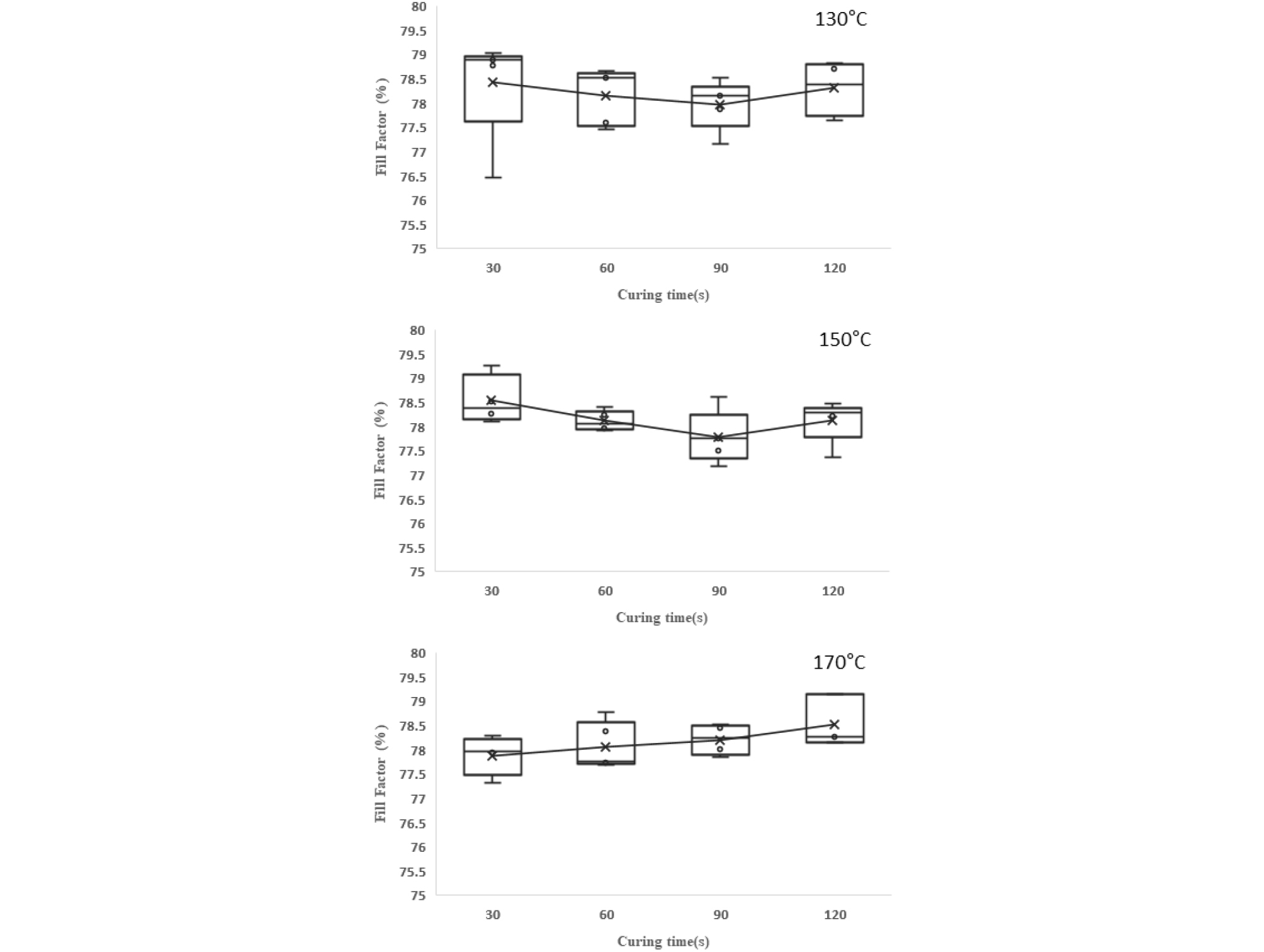
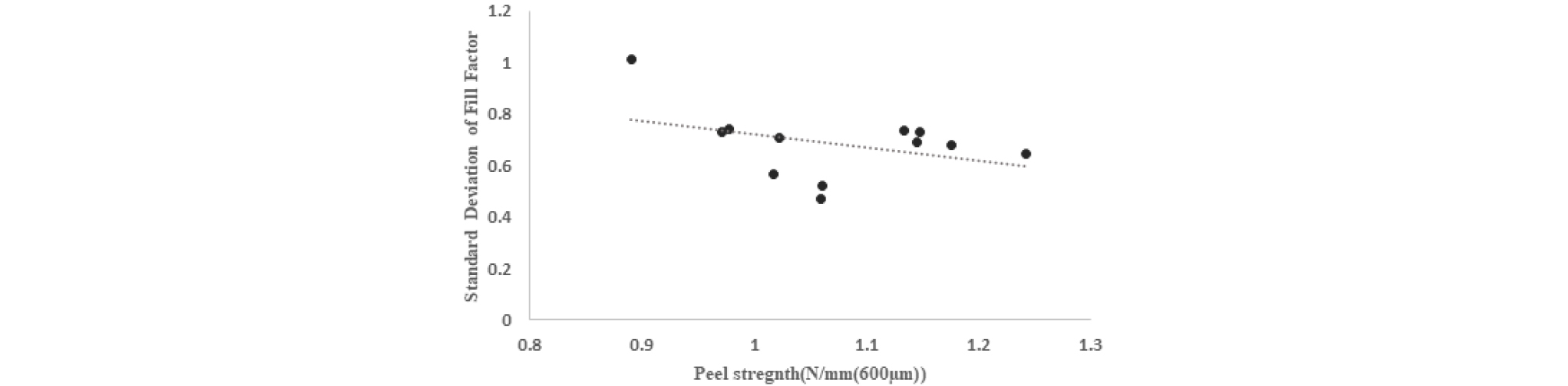
Fig. 7은 ECA 접합강도와 fill factor의 표준편차의 상관관계 그래프다. ECA의 접합강도와 fill factor의 표준편차를 비교하였을 때, 접합강도가 가장 낮은 조건(130°C 30초, 0.89 N/mm)에서 표준편차가 가장 큰 것을 볼 수 있으며, 접합강도가 증가함에 따라 표준편차가 감소하여 1.06 N/mm에서 표준편차가 가장 작은 것을 볼 수 있었다. 접합강도가 1.13 N/mm일 때 표준편차가 커졌지만 이후 다시 감소하여 접합강도가 증가함에 따라 fill factor의 표준편차가 감소하는 경향을 볼 수 있었다. 이로써, 모듈 제작 공정에서 ECA의 접합강도의 감소는 모듈 수율을 낮출 것이라고 추측할 수 있다.
4. 결 론
스크린 인쇄기로 도포된 ECA의 스크린 제판에 따른 인쇄성과 전기적 특성을 분석하였고, ECA 경화온도와 경화시간을 가변하여 ECA 접합강도와 shingled 태양광 모듈의 효율을 비교하였다. 스크린 제판에 따른 인쇄성과 전기적 특성 분석은 confocal microscopy를 통해 이루어졌으며 인쇄성은 두께와 선폭을 통해 분석하였고, 전기적 특성은 비저항을 통해 분석하였다. 각각의 스크린 제판에서 모두 선폭이 낮은 점도로 인해 패턴 넓이보다 증가하였고, 비저항은 경화조건에 따라 달라지며 경화온도가 높을수록 낮아지는 것으로 보여 졌다. 접합강도는 ECA의 경화온도가 높을수록 증가하였으나, 긴 경화시간과 고온에서 ECA의 아크릴이 분해되어 접합강도가 감소하는 것으로 추측할 수 있다. 반면, 모듈의 효율과 fill factor의 평균값은 경화조건과 접합강도에 따른 차이가 없는 것으로 보여 졌다. 그러나 ECA가 경화가 충분히 되지 않거나 접합강도가 감소하는 경우 fill factor의 편차가 커지며, 접합강도 증가에 따라 편차가 작아지는 것을 볼 수 있었다. 따라서 ECA의 접합강도는 모듈 효율의 평균값에는 영향을 주지 못하지만 fill factor의 편차에 영향을 줄 수 있어 ECA 접합강도의 감소는 모듈 제작 시 수율을 낮추는 원인으로 추측할 수 있다.
