

1. 서 론
결정질 실리콘(crystalline silicon, c-Si) 태양전지의 효율을 높이기 위해서는 표면 재결합 손실을 효과적으로 억제하는 것이 중요하다1, 2, 3, 4, 5, 6, 7). 지난 십여 년간 다양한 유전체가 passivation 층으로 검토되어 왔으며, 이 가운데 원자층증착(atomic layer deposition, ALD) 기법을 기반으로 한 산화알루미늄(aluminum oxide, Al2O3) 박막은 얇은 두께에서도 우수한 막 균일성과 공정 호환성을 갖출 뿐 아니라, negative 고정전하밀도(fixed charge density, Qf)가 크고 계면결함밀도(interface trap density, Dit)가 낮아 p형 Si 표면에서 field-effect passivation과 chemical passivation을 동시에 유도하는 대표적 재료로 자리매김하였다8, 9, 10, 11, 12, 13). 이러한 장점은 passivated emitter and rear contact (PERC) 태양전지의 후면 passivation 역할과 tunnel oxide passivated contacts (TOPCon) 태양전지의 전면 passivation 역할 등 고효율 실리콘 태양전지 구조에서 Al2O3 박막이 계면 제어의 표준 구성요소로 채택되는 근거가 된다14, 15, 16).
그럼에도 Al2O3/c-Si 계면의 passivation 품질은 후속 열처리(post-deposition annealing, PDA) 에 매우 민감하며, 온도 변화에 의존하는 Qf와 Dit 거동에 대해서는 여전히 상반된 해석이 공존한다. 문헌에 따르면 PDA가 400-450°C 영역에서는 de-hydroxylation 및 densification, 수소 재배치가 동반되어 전하 상태와 결함 밀도가 개선되는 반면, 더 높은 PDA 온도에서는 수소 방출, Al-O-Si 재배열, 초박막 SiO2 중간층의 성장에 따른 전하 보상과 전계 차폐가 발생해 성능이 후퇴할 수 있다10, 11, 12, 13, 18). 문제는 이러한 거동이 공정-구조-전하-소자 지표 간 정량적 연결 없이 개별 현상으로 보고되는 경우가 많아, 일관된 최적화 지침을 확인하기 어렵다는 데 있다10).
본 연구에서는 ALD 기법으로 증착한 얇은(~10 nm) 비정질 AlOx 박막을 대상으로, PDA 공정 온도를 단일 변수로 제어하면서 (i) metal-oxide-semiconductor (MOS) capacitance-voltage (C-V) 해석을 통해 Qf와 Dit를 정량화하고, (ii) Fourier-transform infrared (FT-IR) 로 Al-O 및 Si-O-Si 지표의 변화를 추적하며, (iii) quasi-steady-state photoconductance (QSSPC)로 implied open-circuit voltage (iVoc)를 평가함으로써 field-effect passivation과 chemical passivation의 공조 매커니즘을 통합적으로 규명하였다. 이러한 접근은 공정 변수(온도)로 유도된 구조-전하-성능의 연속적 변화를 하나의 통합 분석으로 연결함으로써, Al2O3 박막 기반 passivation 층의 실용적 최적화 범위와 그 물리적 근거를 제시했다.
2. 샘플 준비 및 분석 과정
본 연구에 사용된 모든 웨이퍼 기판은 증착 공정 전에 표면의 자연산화막을 제거하기 위해 10 vol% 불화수소(HF) 용액에 30초간 침지하여 화학적 세정을 진행하였다. 세정 후 탈이온수(DI water)로 5분간 충분히 헹구고 약 70°C에서 온도에서 N2 가스를 이용하여 건조시켰다.
비정질 AlOx 박막은 ALD (NCD, Republic of korea) 시스템을 이용하여 증착되었다. 전구체 가스로는 trimethylaluminum (TMA) 과 H2O를 사용하였다. 박막 증착 공정 온도는 250°C로 유지되었으며, 챔버 내 압력은 약 2 mTorr였다. 박막의 두께를 약 10 nm로 제어하기 위해 총 90회의 증착 cycle을 반복하였다. 박막 증착을 위해 두 가지 유형의 c-Si 기판을 사용하였다. 첫 번째는 직경 150 mm, 두께 약 625 μm (100) 방향의 phosphorus 도핑된 chemically mechanically polished (CMP) 웨이퍼로, 비저항은 1-5 Ω・cm이다. 이 웨이퍼는 박막의 전기적 특성 및 화학적 결합 분석을 위해 활용되었다. 두 번째는 166 × 166 mm2 크기의 (M6 size), 두께 약 170 μm, (100)방향, gallium 도핑 및 polishing된 태양광 웨이퍼로, 박막의 광전기적 passivation 성능 평가를 위해 사용되었다.
증착된 비정질 AlOx 박막의 PDA는 상압 조건에서 N2 분위기 가스를 지속적으로 흘려주는 electric muffle-furnance (JSMF-270T, JSR, Republic of Korea)를 사용하였다. 열처리 온도는 as-deposited 상태를 포함하여 350°C, 400°C, 450°C, 500°C, 550°C의 5개 조건으로 설정하였다.
박막의 전기적 특성 평가는 Hg 프로브를 이용한 MOS 구조에서 inductance–capacitance–resistance (LCR) meter (E4980A, Agilent, USA) 를 사용하여 C-V 측정을 통해 수행되었다. 이때 측정 voltage는 –4V부터 6V까지 인가하였다. AlOx/Si MOS capacitor의 C-V 곡선으로부터 Qf와 Dit를 다음 식을 사용하여 산출하였다18). Qf는 flat band volatage (Vfb)의 이상값 Vfb,idael과 측정값 Vfb의 차이를 이용하여
로 계산하였다. 여기서 Cox는 accumulation 영역에서 얻은 단위 면적당 절연막 capacitance, q는 전자 전하이다. Dit는 MOS capacitor의 conductivity-voltage 특성을 이용하는 conductance method로 추출하였다. Gate voltage에 따라 측정된 유효 conductance Gm과 capacitance Cm으로부터 계면 결함과 관련된 평행 conductivity Gp를 산출하고, Gp/ω-voltage 곡선에서 계면 결함이 최대 응답을 보이는 peak 값 (Gp/ω)max를 이용하여
로 계산하였다. 여기서 A는 MOS capacitor 면적, ω는 각주파수이다.
박막의 결합 상태 변화를 조사하기 위해 FT-IR 분광법(IRAffinity-1S, Shimadzu, Japan)을 사용하였다. FT-IR 스펙트럼은 500~1400cm-1의 파수 범위에서 16cm-1의 분해능으로 투과 모드로 수집되었다. 또한, 박막의 passivation 평가를 위해 QSSPC 시스템(WCT-120, Sinton Instruments, USA)을 사용하여 25°C에서 iVoc를 측정했다. 캐리어 주입수준 의존성을 배제하고 서로 다른 PDA 공정 조건을 공정 변수 관점에서 비교하기 위해, 본 연구에서 보고하는 iVoc 값은 모두 Δn = 1x1016 cm-3의 injection level에서 추출하였다.
3. 결 과
Fig. 1은 비정질 AlOx 박막이 증착된 시편을 350°C부터 550°C까지 단계적으로 PDA 공정 후 측정한 C-V 곡선을 보여준다. Fig. 1의 C-V 곡선에서 as-deposited 조건을 포함한 모든 PDA 조건의 Vfb는 positive 영역에 위치하는 것으로 확인된다. Vfb는 PDA 공정 온도에 따라 약 1.9 V (as-deposition), 1.7 V (350°C), 2.5 V (400°C), 2.7 V (450°C), 1.9 V (500°C), 1.3 V (550°C) 로 변화했다. 이는 AlOx 박막이 모든 조건에서 일관되게 negative의 고정전하가 존재함을 정성적으로 시사한다. 이러한 negative의 고정전하를 갖는 박막은 계면 전위를 바꾸어 c-Si 표면에서 field-effect passivation으로 적용된다. 구체적으로, p형 Si 표면에서는 전자를 표면으로부터 밀어내고 정공을 축적하여, 표면 소수 캐리어 농도 ns가 지수적으로 감소한다(ns ∝ ni2/ps). 이로 인해 표면 재결합률 Us ∝ (nsps – ni2) 및 재결합 속도가 낮아져 캐리어 수명이 개선된다10). 결과적으로, Vfb는 PDA 공정 온도에 의존했으며, 450°C 조건에서 PDA된 AlOx 박막의 절대적인 negative의 Qf가 가장 클 것으로 예상된다.
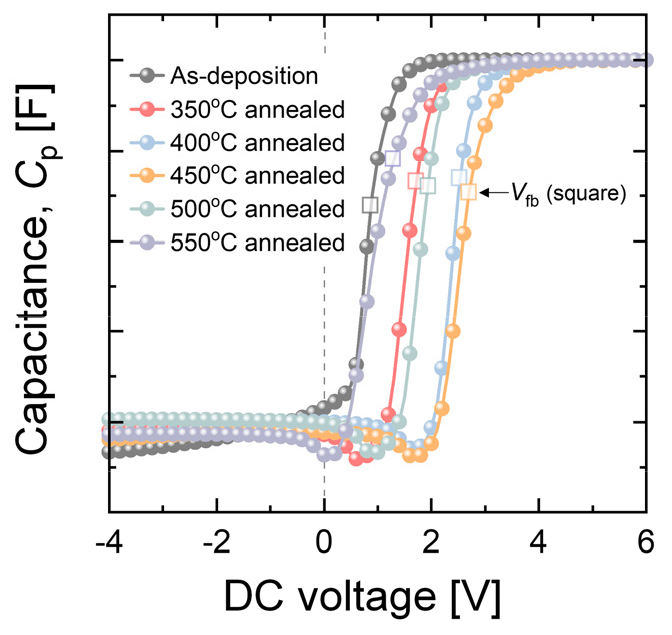
Fig. 2는 앞서 제시한 식 1과 식 2를 이용하여 C-V 곡선으로부터 추출한 Qf와 Dit의 PDA 공정 온도 의존성을 보여준다. Fig. 2 (a)에서 모든 시편의 Qf는 negative의 값을 유지하며, 450°C 조건에서 |Qf|가 최대에 도달한 뒤 500-550°C 조건에서 감소하는 온도 의존성을 확인하였다. As-deposited 조건에서 |Qf|가 가장 낮았다. 이는 as-deposited 상태에서 AlOx 박막 내 존재하는 –OH 함량 또는 H-O-Al 등 수소화(hydroxyl) 결함과 같은 불완전 구조가 유효 negative 전하로 작용하지 못하다가, 350-450°C에서 de-hydroxylation 및 densification과 함께 Al-O-Al 결합이 재배열되며 AlOx/Si 계면에서는 Al (AlO4)와 같은 negative 전하 중심이 안정화된 결과로 해석된다11, 17). 문헌에서도 400-450°C에서의 thermal-activation window와 ≥ 500°C에서의 roll-off가 보고되었다11, 19). 특히, 계면 근방의 AlO4 우세 환경이 negative 전하 상태의 안정화와 연동된다는 보고는 본 결과의 경향과 잘 일치한다20, 21, 22).
Fig. 2(b)의 Dit 변화는 PDA 공정 후 약 1013 eV-1・cm-2 근처에서 약 1012 eV-1・cm-2 수준 이하로 감소하여 450°C 조건 부근에서 최솟값에 이른 뒤, 500°C 조건 이상에서 소폭 증가한다. 이는 PDA 과정에서 AlOx 박막 내 수소가 열에너지를 흡수하여 Si dangling bond를 효과적으로 포화시키고, 동시에 Al-O 네트워크가 densification되어 결함이 감소함으로써 chemical passivation이 강화된 결과로 해석할 수 있다23). 반대로 500°C 이상 고온에서는 수소 소실과 계면 구조 재배열로 인한 열화와 전계 차폐가 진행되어 Dit 개선이 한계에 이를 수 있다. 따라서, 고효율 태양전지에서 AlOx 박막의 최적화를 위해 온도에 의존하는 passivation 공정 조건을 정밀 제어가 중요함을 보여준다.
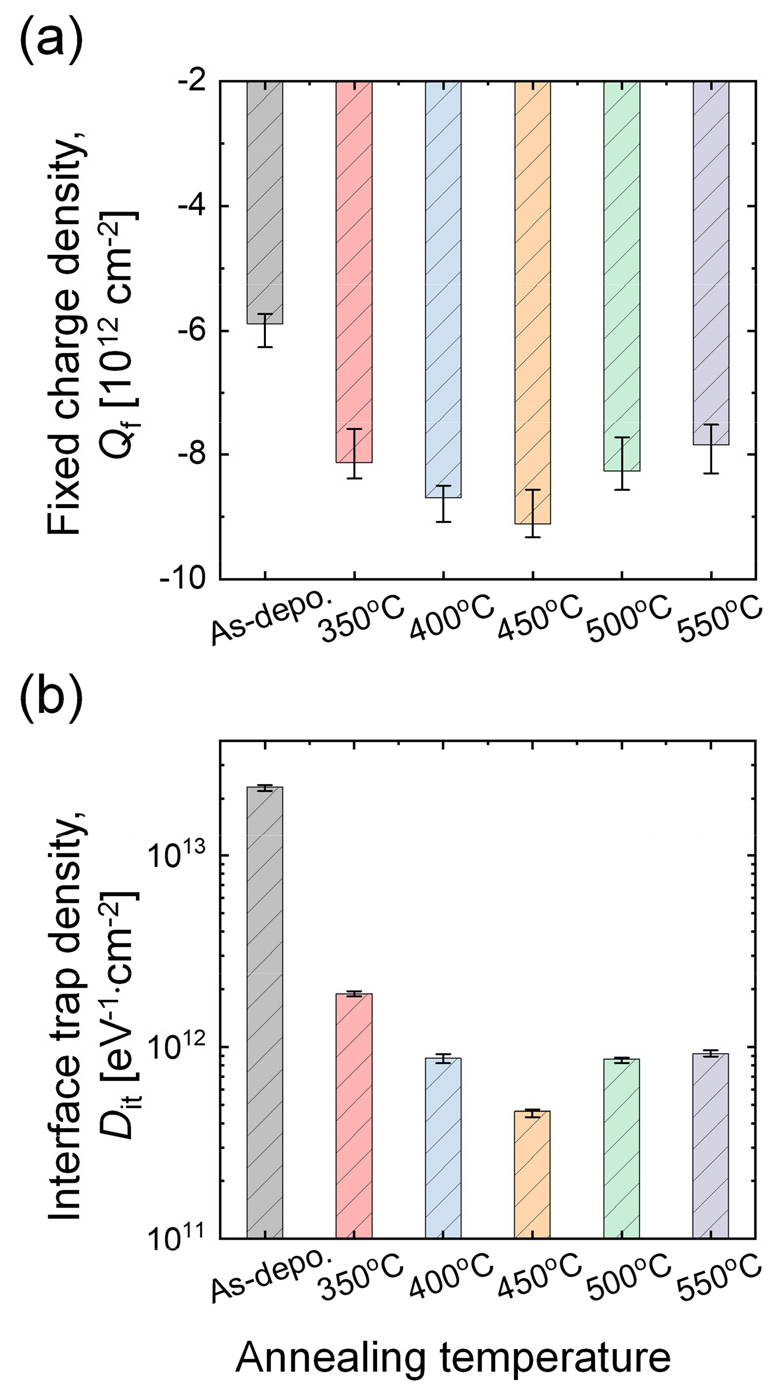
Fig. 3은 AlOx 박막의 PDA 온도에 따른 FT-IR 스펙트럼 변화를 보여준다. 파수(wavenumber)가 약 632 cm-1와 670 cm-1 부근에서 관찰되는 peak는 비정질 Al2O3 박막에서 보고되는 Al-O 관련 진동 모드에 해당하며, 이 중 상대적으로 고파수 성분은 선행 연구에서 tetrahedral coordination을 갖는 Al (AlO4) 환경과 밀접하게 연관된 것으로 보고되어 있다24). 350°C에서 450°C로 열처리 온도가 상승함에 따라 두 Al-O peak의 흡수 세기가 증가하고, 특히 고파수 Al-O 모드의 상대 세기가 커지는 것은 de-hydroxylation 및 densification에 의해 Al-O 네트워크가 재배열되면서 계면 인근에서 Al (AlO4) 중심의 분율이 증가하고 있음을 시사한다17, 25). 이러한 Al (AlO4) 중심은 과잉 산소 및 Al 공공과 결합된 negative 전하성 결함 상태로 작용하는 것으로 알려져 있으며, Al (AlO4) 분율의 증가는 AlOx/Si 계면 부근에 축적되는 negative Qf 증가로 직접 연결된다. 350-450°C 구간에서 관찰되는 Al-O peak의 증강은 Fig. 2 (a)에서 확인된 |Qf|의 온도 의존적 최대값(450°C)과 상관을 보이며, tetrahedral coordinated AlO4 우세 환경이 negative 전하 중심을 열역학적으로 안정화시켜 field-effect passivation을 강화한다는 선행 보고와 일치한다10, 11, 26, 27).
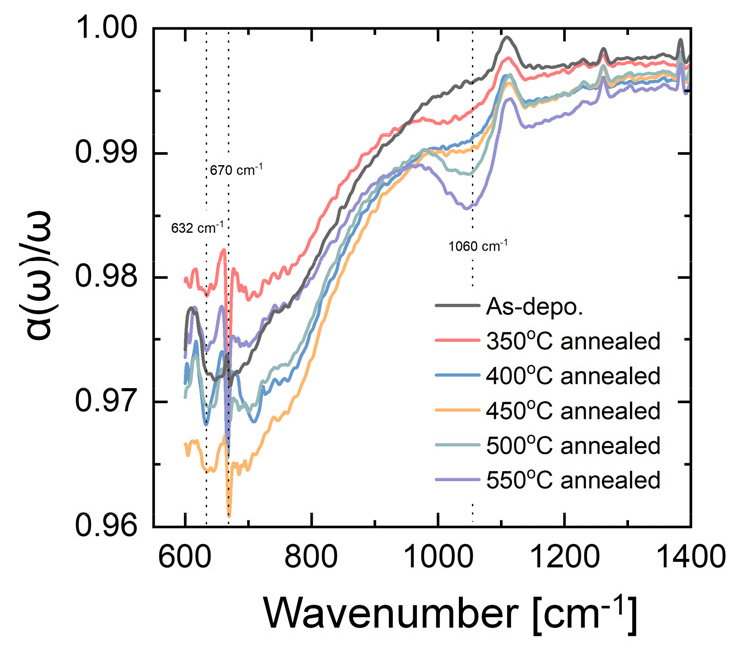
반면, 약 1060 cm-1 대역 부근의 peak는 Si-O-Si 비대칭 신축에 해당하는 전형적인 SiO2 계면층의 지표이다28). 본 연구에서, as-deposition부터 550°C까지 온도가 증가할수록해당 peak의 세기가 증가하고, 450°C 이후 조건부터 증가 폭이 두드러졌다. 이는 AlOx/Si 계면의 SiO2 중간층의 성장을 의미하다. SiO2 중간층의 증대는 negative 전하 중심이 Si 표면으로부터 전기적으로 멀어져 유효 전계가 차폐되고, 동시에 고온에서의 수소 방출 및 Al-O-Al 재배열에 의한 열화 현상으로 이어질 수 있다. 이러한 변화는 Fig. 2의 고온조건(≥ 500°C)에서 관찰된 |Qf|의 감소 및 Dit의 소폭 증가 경향과 잘 일치한다. 결과적으로, 350-450°C 조건의 구간에서 Al-O 네트워크 재배열이 진행되어 field-effect passivation과 chemical passivation에 유리한 구조가 확립되고, ≥ 500°C 조건에서는 SiO2 중간층 증대와 수소 소실에 기인한 전계 차폐 및 계면 열화가 우세해지는 구조적-전기 특성 상관관계가 C-V 및 FT-IR 분석을 통한 교차 검증으로 확인할 수 있다. 이어서 이러한 passivation 성능을 확인하기 위해 태양전지 지표와의 상관성을 통해 평가하였다.
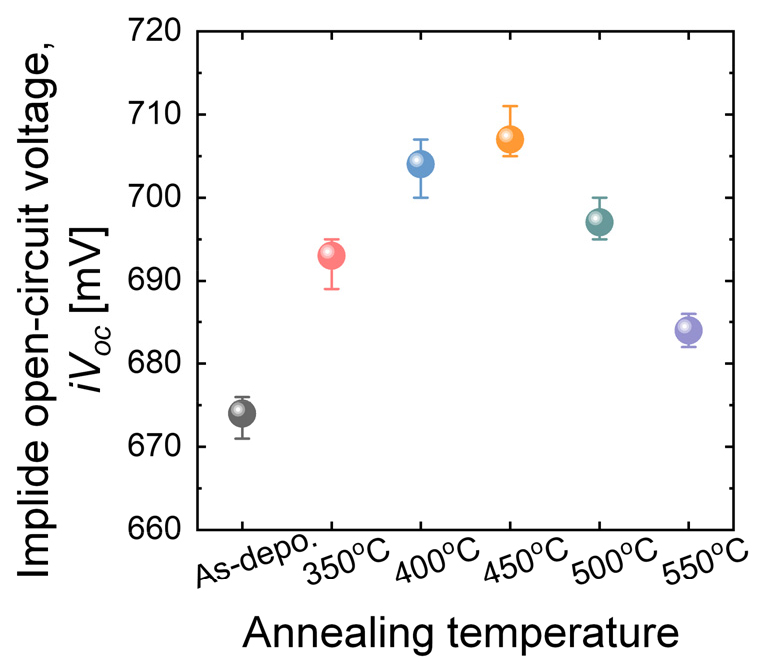
Fig. 4는 QSSPC 측정에서 얻은 iVoc를 통해 PDA 공정 온도에 따른 AlOx 박막의 passivation 성능 변화를 나타낸다. 모든 시편에서 동일한 Δn에서 iVoc를 비교함으로써, 주입 수준 변화에 따른 차이를 배제하고 AlOx/Si 계면 passivation의 온도 의존성을 직접적으로 평가하였다. 350-450°C 구간에서 iVoc가 증가하여 450°C 조건에서 최댓값에 도달하며, 이는 Fig. 2와 3에서 논의한 |Qf|증가 및 Dit 감소, 그리고 Al-O 네트워크 재배열에 따른 field-effect passivation의 동시 향상과 일치한다. 반대로 500°C 이상에서는 iVoc가 감소하는데, 이는 SiO2 중간층 증대 및 수소 소실과 계면 재배열에 따른 유효 |Qf| 약화와 Dit 상승으로 인한 passivation 열화에 해당한다. 이러한 경향은 선행 Si 태양전지 연구들에서 보고된 thermal activation window 및 roll-off 거동과도 유사한 것으로 확인된다11, 19). 따라서 비정질 AlOx 박막은 450°C 부근의 PDA 공정 조건이 최적의 passivation 열 공정 범위로 특정되며, 고효율 태양전지 구현을 위해서는 이 범위를 중심으로 정밀 제어가 필요할 것으로 보인다.
4. 결 론
본 연구는 ALD로 증착한 약 10 nm 두께의 비정질 AlOx/c-Si 계면에서 PDA 공정 온도 (350-550°C) 가 passivation 성능에 미치는 영향을 전기적, 화학적, 광전기 지표까지 일관되게 연결하여 평가하였다. 모든 조건에서 Vfb가 양의 영역 위치하여 Qf < 0인 negative 고정전하의 존재를 확인했으며, 약 450°C 조건에서 |Qf|가 최대, Dit가 최소로 수렴하였다. FT-IR 분석 결과 Al-O 네트워크의 재배열 및 SiO2 중간층 성장과 전계 차폐효과의 역할을 정량적으로 지표화했다. 이 구조-전화 변화는 QSSPC에서 관찰된 iVoc 최대(450°C 조건)와 고온(≥ 500°C)에서 passivation 성능 감소로 직접 이어졌다. 본 시스템에서 실용적인 최적 PDA 공정 범위는 450°C 전후로 특정되며, 이 범위에서 field-effect passivation과 chemical passivation이 동시에 최적화되어 소수 캐리어 수명의 향상으로 동반한 최적의 passivation 박막을 달성할 수 있을 것으로 기대된다.
