

1. 서 론
2. 페로브스카이트 양자점의 구조
2.1 페로브스카이트 기본 구조
2.2 페로브스카이트 양자점의 구조
3. 무기 양이온 PQD 태양전지 동향
3.1 무기양이온 PQD 태양전지 공정 방식의 정립
3.2 고체상 공정 방식의 연구 동향
3.3 액체상 공정 방식의 연구 동향
4. 유기 양이온 PQD 태양전지 동향
4.1 유기양이온 PQD 태양전지 공정 방식의 정립
4.2 고체상 공정 방식의 연구 동향
4.3 액체상 공정 방식의 연구 동향
5. 유무기 혼합 양이온 PQD 태양전지 동향
5.1 유무기 혼합 양이온 PQD 태양전지 공정 방식 정립
5.2 고체상 공정방식의 연구 동향
5.3 액체상 공정방식의 연구 동향
6. 결 론
1. 서 론
전 세계적으로 탄소중립 달성을 위한 연구와 정책이 확대됨에 따라 화석연료를 대체할 수 있는 차세대 에너지 기술의 중요성이 점차 커지고 있다. 특히 태양전지는 지구에 도달하는 풍부한 태양복사에너지를 활용하여 전력을 생산할 수 있어 지속 가능성이 높고, 설치 환경의 제약이 적어 건물 집적형(BIPV)부터 대규모 발전소까지 다양한 응용 가능성을 지닌다.
특히 차세대 태양전지는 낮은 결함 밀도를 기반으로 용액공정을 통한 저온 상압 공정이 가능하고, 얇고 투명하게 제작이 가능하는 등의 높은 활용도를 바탕으로 효율 개선 및 실생활에 적용하기 위한 연구가 활발히 진행되고 있다. 대표적인 차세대 태양전지에는 유기 태양전지(19.2%), 페로브스카이트 태양전지(27.0%), 양자점 태양전지(19.1%) 등이 있으며1), 이들은 기존의 실리콘 태양전지에 근접한 성능를 가짐과 동시에 빠른 발전속도와 높은 응용 가능성을 기반으로 상용화를 목전에 두고 있다.
이러한 관점에서 양자점 태양전지는 기판 위에서의 결정 성장 과정을 필요로 하지 않아 공정 온도나 주변 환경에 따른 제약이 적다는 장점을 지니며, 또한 표면의 소수성 리간드가 외부의 수분과 산소로부터 양자점 코어를 보호하여 안정성이 높다는 장점을 가진다2, 3). 이러한 상업적인 장점과 더불어 이론적으로는 다중 엑시톤 생성(Multi-exciton generation, MEG)을 통해 기존 태양전지의 이론적인 효율 한계를 넘어설 수 있는 잠재력4, 5)을 지니고 있으며, 양자점 코어 및 쉘과 리간드를 다양하게 변형할 수 있어 다양한 양자점 소재에 대한 연구가 진행되어왔다6).
초기 양자점 태양전지는 PbS, PbSe 등의 Lead-Chalcogenide 계열 양자점을 중점으로 발전해왔다. 특히 양자구속 효과에 따른 광범위한 밴드갭 조절(0.8-1.6 eV)과 Hot-injection 방식의 우수한 합성 품질을 바탕으로 2009년 3%에서 2016년에는 12.01%의 효율을 달성하였다7, 8, 9, 10).
초반 태양전지 소자의 구조가 정립된 이후로 양자점 태양전지의 효율 향상에 대한 연구는 표면의 긴 리간드를 제어하는 방안을 모색하는 것이 주된 관건이었다8, 9). 앞서 언급한 Hot-injection 방식을 통해 균일한 크기의 양자점을 얻을 수 있었지만, 높은 합성품질의 양자점을 얻기 위해서는 Oleic acid (OAc)와 같은 긴 리간드가 필요했고, 이는 태양전지 소자 내 전하 수송을 방해하는 저항 요소로 작용한다는 사실이 밝혀졌다. 이에 따라 합성 후 긴 초기 리간드를 짧은 리간드로 치환하는 리간드 교환 방식이 발전하였다. 이를 위해 용액상에서 PbX2/DMF 혹은 아민 혼합 용액을 이용한 교환 방식이, 고체상에서는 TBAI 혹은 EDT 용액을 양자점 필름에 처리하는 공정 방식들이 도입되었다9, 10). 이러한 최적화를 통해 PbS QD 태양전지의 효율은 2016년 12.01%까지 향상되었다1, 10).
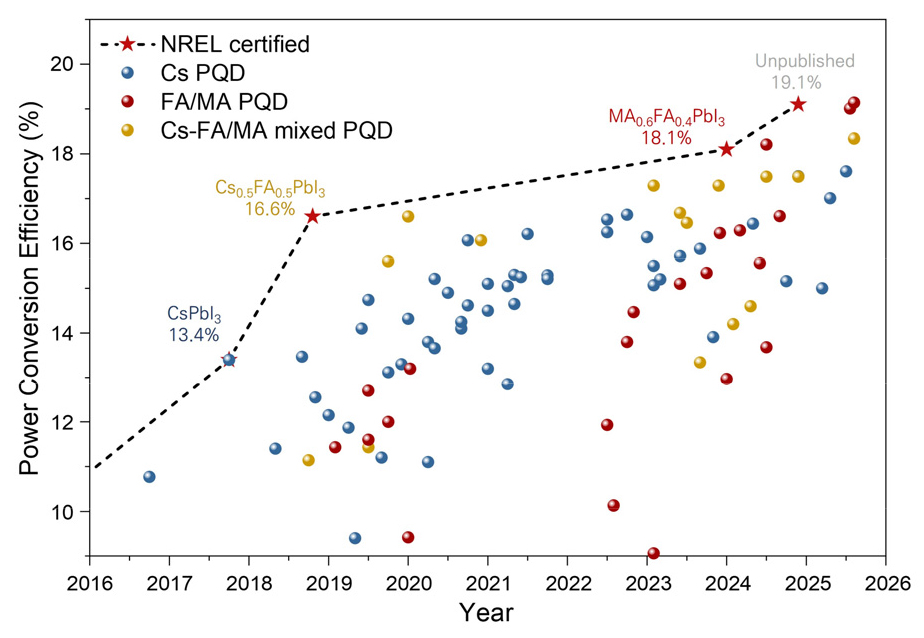
이와 같은 연구 흐름 속에서 같은 해 Luther 그룹은 최초로 페로브스카이트 양자점(Perovskite Quantum Dot, PQD) 태양전지를 보고하며 10.77%의 효율11)을 보여주었고, 이후 2017년에는 후처리를 통한 리간드 교환 효율 개선으로 13.43%의 효율을 기록하였다12). 이는 당시 보고된 PbS QD 태양전지들의 성능을 뛰어넘는 결과로 PQD 태양전지 연구로의 확장을 촉진시켰고, 현재는 19.1%의 인증효율1)을 보여주며 가파른 발전 양상을 보여주고 있다(Fig. 1).
빠른 효율의 개선이 이루어지는 상황에서 연구의 중점이 된 것은 양자점의 코어 조성의 변화와 이에 따른 최적의 리간드 교환 공정의 개선방식이었다11, 12, 13). 특히 페로브스카이트 구조는 높은 결함 허용도(defect tolerance)와 상대적으로 약한 양자구속 효과를 지녀 깊은 결함 형성이 억제되고, 표면 리간드 상태에 따른 영향이 상대적으로 적어 리간드 제어가 용이한 점이 효율 발전의 이점으로 작용하였다14, 15, 16). 그러나 페로브스카이트의 이온 결합적 특성으로 인해 화학적 결합이 약해, 기존 PbS QD에 적용되던 메탄올, DMF와 같은 강한 극성 용매 기반의 리간드 교환에는 취약함이 드러났고, 이에 따라 새로운 방식의 교환 전략이 필요하게 되었다.
좀 더 살펴보면, 단순히 PbS QD에서 PQD 코어로의 전환뿐 아니라, 페로브스카이트 자체의 조성 변화 역시 리간드와의 상호작용 및 용매 반응성에 직접적인 영향을 주는 것으로 확인되었다11, 17, 18, 19). 따라서 코어 조성 변화에 따른 리간드 교환 특성을 이해하는 것은 고효율・고안정성 PQD 태양전지 개발에 필수적인 과제이며, 이에 본 논문에서는 PQD 태양전지의 주요 조성 변화와 이에 따른 리간드 교환 공정 연구 동향을 정리하여 고찰하고자 한다.
2. 페로브스카이트 양자점의 구조
2.1 페로브스카이트 기본 구조
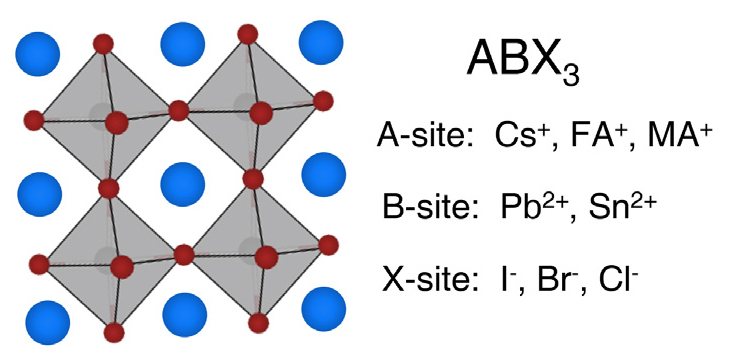
페로브스카이트는 일반적으로 ABX3 구조(Fig. 2)를 가지며, A-site에는 세슘(Cs+), 메틸암모늄(MA+), 포름아미디늄(FA+)과 같은 1가 양이온이 사용된다. B-site에는 납(Pb2+), 주석(Sn2+)과 같은 2가 금속 양이온이 자리하며, X-site는 할로겐 음이온이 사용된다20). 결정구조는 [BX6]4- 팔면체가 코너를 공유하면서 뼈대를 형성하고, 그 빈 공간에 A-site 양이온이 삽입되어 있는 구조이다.
페로브스카이트 구조의 결정 안정성은 Goldschmidt tolerance factor (t)에 의해 설명되며, 0.8< t <1.0에서 안정적인 3차원 페로브스카이트 구조(α상)를 형성할 수 있다21). 일반적으로 단일접합 태양전지에 사용하기 적합한 밴드갭을 갖는 APbI3 조성을 기준으로 CsPbI3는 약 0.81, MAPbI3는 약 0.91, FAPbI3는 약 0.99의 값을 가져 모두 α상이 가능하지만 CsPbI3와 FAPbI3는 양이온의 크기가 다소 작거나 커서 상온에서 상전이가 쉽게 일어나게 된다21, 22, 23).
따라서 광학적 특성이 우수한 α상을 유지하기 위해 고온・고압 처리 또는 A-site 양이온 혼합을 통한 tolerance factor 조절 방식이 자주 활용된다21). 또 다른 방법으로는 페로브스카이트를 양자점 형태로 제조하여 리간드에 의한 높은 표면에너지와 격자 당김이 작용하여, 상온에서도 α상을 안정적으로 유지할 수 있다6).
2.2 페로브스카이트 양자점의 구조
양자점의 리간드는 결합방식에 따라 X-type, L-type, Z-type으로 분류된다(Fig. 3)24). X-type 리간드는 단일전자를 제공하는 방식으로 표면에 결합하며, 알킬암모늄 이온이 대표적이다.
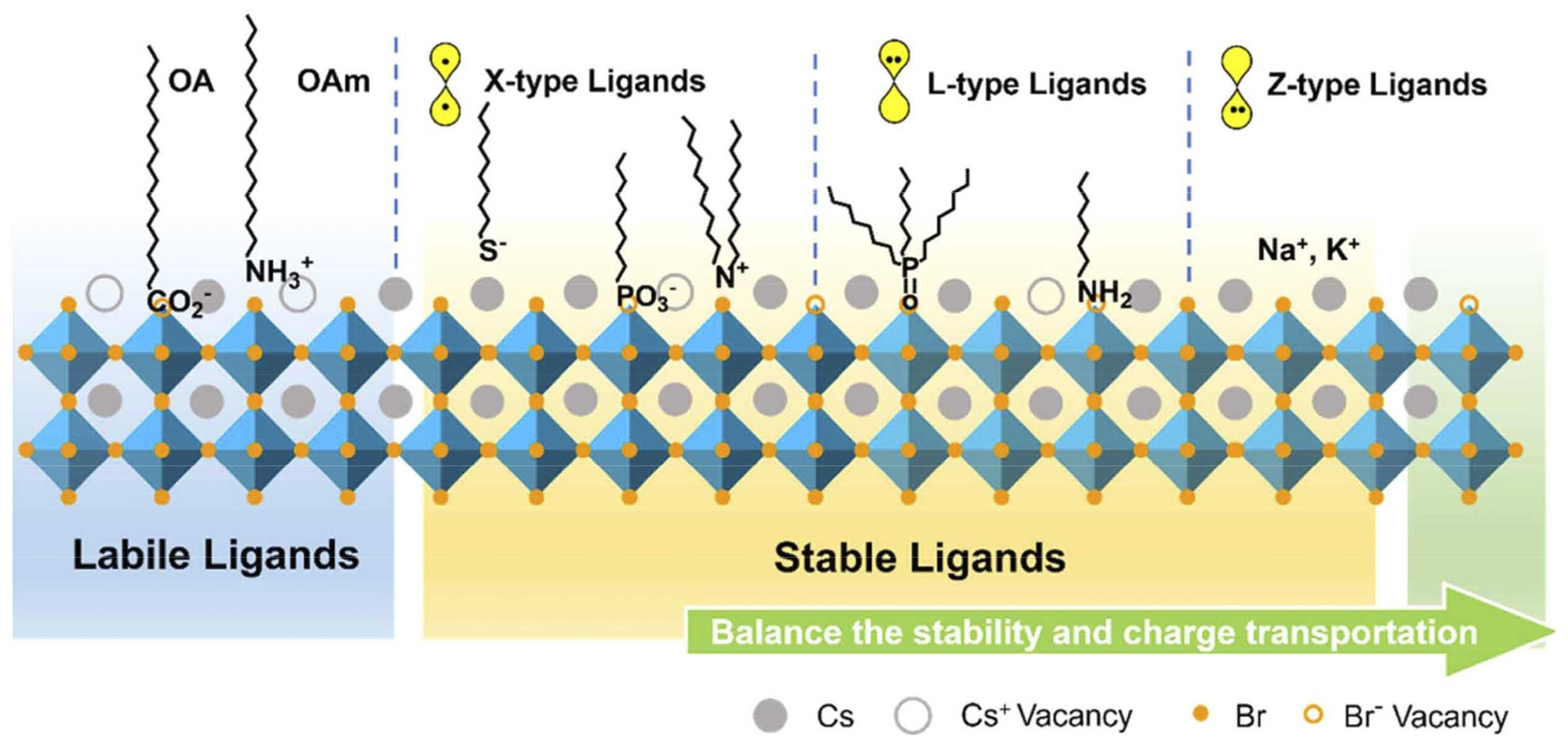
Fig. 3
Schematic illustration of X-, L-, and Z-type ligands for PQDs24). Copyright © 2025 Elsevier B.V
L-type 리간드는 두 개의 전자를 제공하는 리간드로 알킬아민과 같은 루이스 염기가 이에 해당하며, 마지막으로 Z-type 리간드는 두 개의 전자를 받아들이는 방식으로 K+나 Na+과 같은 Lewis acid가 대표적이다.
PQD 합성에는 페로브스카이트 구조의 이온성 특성으로 인해 무극성 용매에서 안정적인 분산을 제공하는 리간드인 X-type과 L-type 리간드가 주로 사용되었으며, 특히 Oleylamine (OAm)과 Oleic acid (OAc)를 혼합한 조합이 널리 활용된다6, 25). 페로브스카이트 표면은 양이온과 음이온이 교차 배치된 구조를 가지고 있기 때문에, OAm은 X-site와 상호작용하고 OAc는 A-site 혹은 Pb와 결합하여 표면 안정화에 기여한다26).
이러한 방식은 2015년 kovelanko 그룹이 Hot-injection 방식으로 고품질의 CsPbI3 PQD를 만들면서 본격적으로 활용되기 시작했다6).
연구진은 Oleic acid와 Oleylamine을 기반으로 균일한 품질의 CsPbX3 QD를 성공적으로 합성하였으며, 이후 2017년에는 FAPbI3 QD와 CsFA 혼합 PQD에도 같은 방식을 적용하여 PQD 합성의 기반이 확립되었다25). 이들 QD는 상온에서 안정적으로 알파상을 유지할 뿐 아니라 높은 PLQY과 좁은 PL 발광폭, 조성변화에 따른 세부적인 밴드갭 조절이 가능하여 LED, 디스플레이, 태양전지 등 당양한 연구로 확산되었다.
PQD가 태양전지에 본격적으로 적용되면서, 초기 합성 리간드를 필름 단계에서 제거하기 위한 리간드 교환 공정의 최적화가 중요한 과제로 부상하였다11, 18). 동일한 합성법과 리간드 조합을 사용하더라도 실제 리간드 교환 과정에서는 조성에 따라 상이한 결과가 나타났다.
Wang 연구그룹은 MeAc 기반 용액처리과정에서 FA 기반 PQD가 Cs PQD보다 높은 리간드 밀도를 유지함을 보고하였다27). 이어 DFT 분석을 통해 CsxFA1-x PQD에서 FA 함량이 증가할수록 리간드와의 결합이 강화됨을 확인하였고, 이는 표면 FA가 추가적인 수소결합을 형성해 리간드 결합력을 높이는 결과로 해석되었다28).
이러한 차이로 인해 초기 PQD 태양전지 연구는 리간드 제어가 용이한 Cs 기반 PQD에 집중되었고, 상대적으로 강한 결합 특성을 보이는 FA 및 MA 기반 PQD는 최근 들어 본격적인 연구가 진행되기 시작했다. 이에 따라 Cs 기반 PQD 연구는 강력한 리간드 제거로 인해 발생하는 결함 완화 및 안정성 개선에 초점을 맞춘 반면29, 30, 31), FA/MA 기반 PQD는 리간드 교환 용매와 염 첨가를 통해 초기 리간드 제거 효율을 높이는 방향으로 발전하였다18, 19, 32). 또한 혼합 조성 PQD는 리간드를 통해 일어나는 양이온 교환과정에서 용매의 극성을 높이는 방식으로 양이온교환 균일도를 유지하면서 낮은 리간드 밀도를 갖는 용액상 리간드 제어 방식에 대한 연구가 주로 이루어졌다33, 34).
따라서 본 연구에서는 Cs 기반 무기 PQD, FA・MA 기반 유기 PQD, Cs-FA 혼합 PQD의 주요 연구 동향을 구분하여 정리하고, 각 조성에 따른 리간드 공정 방식의 발전을 중점적으로 서술하고자 한다.
3. 무기 양이온 PQD 태양전지 동향
3.1 무기양이온 PQD 태양전지 공정 방식의 정립
CsPbX3 PQD 태양전지는 2016년 Luther 그룹에 의해 처음 보고되었다11). 연구진은 양자점 합성 후 세정 및 필름 형성과정에서 MeAc 용매처리를 도입하였는데, 이는 CsPbI3의 초기리간드를 효과적으로 제거하면서도 용액 내 응집이나 orthorhombic 상으로의 전이가 억제되는 방식임을 확인하였다. 특히 CsPbI3 QD는 기존 벌크 페로브스카이트 소자와 달리 고온 열처리 없이도 안정적인 α상 필름 형성이 가능하며, QD 크기 조절을 통해 밴드갭 조절이 가능함을 보여주어 태양전지 응용에 중요한 이점을 제시하였다.
이후 2017년에는 MeAc처리로 Layer-by-layer 공정이 완료된 QD 필름에 FAI/에틸아세테이트(EtAc) 후처리를 추가로 적용하여 전하이동도가 향사되었고, 전류밀도가 크게 개선되면서 13.4%의 효율을 보여주었다12). 이는 당시 양자점 태양전지 최고 인증효율이었으며, MeAc기반의 리간드 교환 후 AX/EtAc 로 후처리하는 공정은 현재까지 고효율 PQD 소자의 제조 기반 공정으로 활용되고 있다31, 35).
후속 연구에서 Luther 그룹은 이러한 리간드 교환 및 후처리 과정에 대한 화학적 메커니즘을 규명하였다(Fig. 4 (a))13). MeAc는 부분적으로 가수분해되어 메탄올과 아세테이트 이온을 생성하며, 이 Acetate 이온이 OAc 리간드를 치환하는 역할을 수행하는 것으로 설명하였다. Fourier-transform infrared (FT-IR) 분석 결과 카르복실산 의 symmetric (vs(COO-) = 1409 cm-1)과 asymmetric stretching mode (vas(COO-) = 1530 cm-1) 대비 oleyl group의 피크만 감소하는 것이 관찰되어 긴 알킬체인을 갖는 OAc 리간드가 짧은 아세테이트 이온으로 치환됨을 보여주었다(Fig. 4 (b)). 또한 FAI 후처리는 잔존한 OAm 및 OAc 리간드를 추가적으로 제거함으로써 필름 전기적 결합을 강화하는 것을 보였고, 대신 CsPbI3의 낮은 tolerance factor로 인해 FAI 후처리 격자 안으로 쉽게 침투하여 후처리 시간이 길어지면 벌크 페로브스카이트를 형성할 수 있음도 보여주며 후처리 반응의 적절한 제어가 필요함을 시사하였다. 이러한 공정적인 최적화와 메커니즘을 기반으로 Cs PQD 태양전지는 활발히 연구되어 2025년 현재 최고 17.61%의 효율을 보여주며 빠르게 성장하였다31, 35).
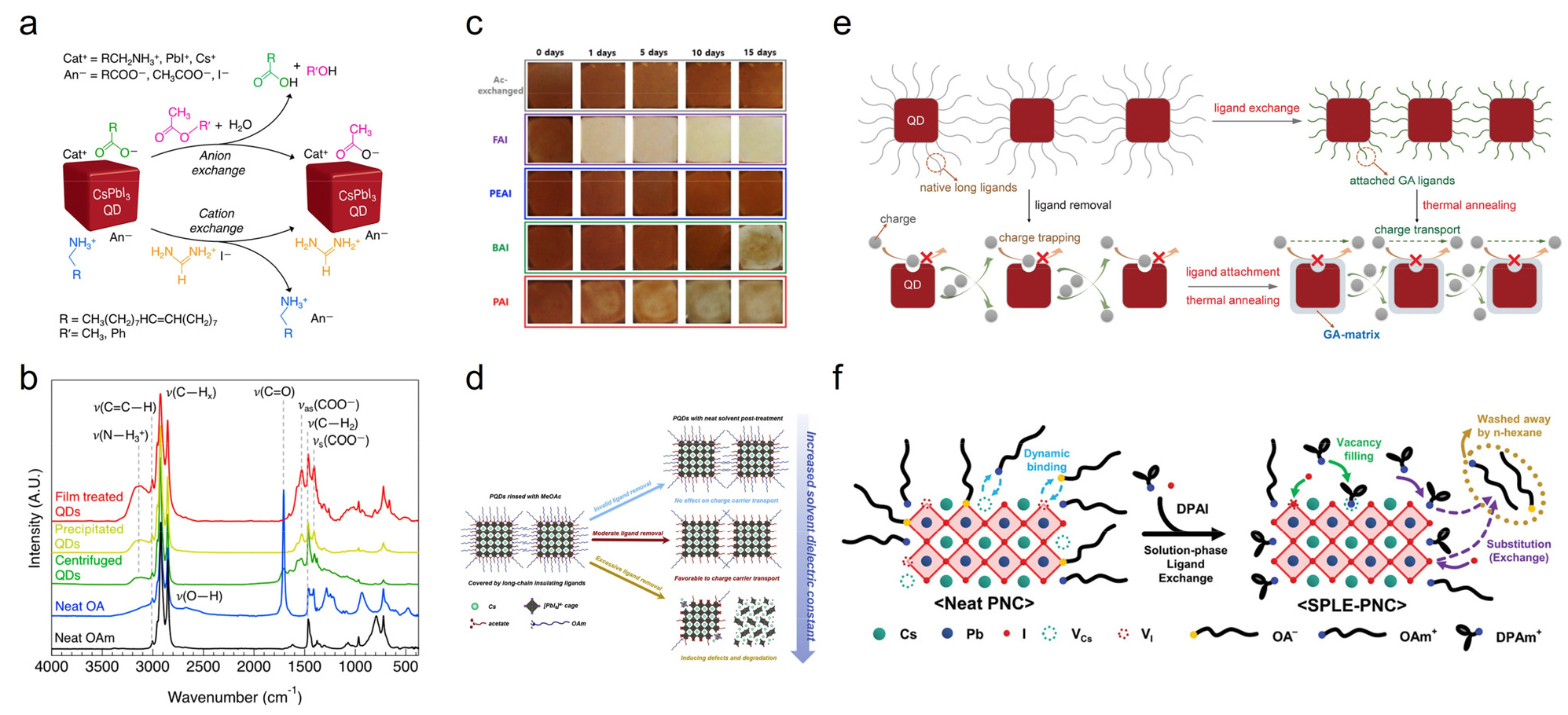
Fig. 4
(a) Schematic illustration of MeAc ligand exchange and FAI/EtAc post-treatment and (b) FT-IR spectra of ligand-exchanged films13), Copyright © 2018 American Chemical Society (c)Humidity-induced film degradation with different post-treatment salts38), Copyright © 2020 Elsevier Ltd. (d) Effect of solvent polarity on PQD films, Copyright © 2022 Elsevier Inc. (e) Schematic illustration of guanidinium matrix formation on the QD surface17), Copyright © 2020 John Wiley & Sons, Inc (f) Scheme of solution-state ligand exchange for synthesizing perovskite inks43), Copyright © 2023 John Wiley & Sons, Inc
3.2 고체상 공정 방식의 연구 동향
CsPbI3 QD 태양전지의 MeAc 리간드 교환 방식에 충분한 OAc 제거 효과를 보이지만, 리간드 교환 효율을 높이기 위한 추가적인 연구도 진행되었다. 이러한 방식은 MeAc의 가수분해에 기반한 OAc 리간드 제거 메커니즘을 강화하는 방식으로 연구가 이어졌다. 이에 MeAc 용매에 NaAc 염을 첨가하여 아세테이트 이온 공급을 강화36)하거나, 혹은 Di-n-propylamine의 Secondary amine을 리간드교환 과정에 도입해 탈착된 OAc 리간드와의 acrylation 반응으로 리간드 탈착 반응의 kinetic을 강화하였고 전류의 향상과 더불어 14.9%로 효율 개선이 이루어졌다37).
하지만 MeAc 리간드 교환 공정은 현재까지도 고효율 CsPbI3QD 태양전지를 제조하는 데 차용되는 공정으로 유지되고 있으며29, 30, 31, 35), 대신 후처리과정에서 과도한 FAI의 침투반응이나 표면 리간드 제거로 인해 노출된 수분/산소에 대한 낮은 안정성이 문제가 되었고, 이에 따라 후처리 방식의 강화를 통한 결함 억제 및 안정성 강화 연구가 주요한 흐름으로 자리잡았다38, 39, 40, 41).
이러한 연구의 일환으로 Kim 그룹은 후처리 공정에 사용되는 FAI/EtAc 반응은 시간에 공정시간에 민감하게 반응하여 델타상의 페로브스카이트를 형성함을 보였고(Fig.4 (c)), 이를 해소하기 위해 기존 FAI 염을 Phenyl기가 도입된 염으로 대체하였다38). 그 결과 Phenylethylammonium iodide (PEAI)를 후처리에 사용했을 때, 기존 방식과 비교하여 높은 전하 이동도는 유지하면서도 소수성 특성을 가진 PEAI 리간드가 수분 및 산소 침투를 억제하여 효율(14.1%)과 안정성이 동시에 개선되었다. 이후 유사한 방식으로 4-Fluoro-Phenethyl ammonium Iodide39), 4-nitrophenethyl ammonium chloride40), p-mercaptopyridine41) 등과 같은 후처리 공정에 큰 방향족 기반의 염을 도입하는 연구가 이어졌다.
이후 Zhang 그룹에서는 후처리공정에 사용되는 염 뿐만 아니라 용매의 극성 또한 관련이 있음을 보여주었다17). 먼저 후처리 공정으로 적합한 용매를 테스트하였을 때, neat EtAc, MeAc와 같은 낮은 유전율 용매는 리간드 제거 능력이 부족하고, 에탄올・1-부탄올과 같은 높은 유전율 용매는 양자점 코어의 열화를 유발하였다(Fig. 4 (d)). 이에 연구진은 2-Pentanol (2-PeOH)을 최적 용매로 제시하였고, 후처리공정으로 기존에 사용되던 FAI・PEAI뿐 아니라 용해도의 제한으로 활용이 어려웠던 Choline iodide (ChoI)까지 안정적으로 적용할 수 있었다. 최종적으로 후처리공정에 ChoI/2-PeOH를 사용하였을 때, 16.53%의 효율로 크게 개선하였고, 염과 용매의 극성의 세부조절에 대한 후처리 연구의 플랫폼을 확장하였다.
또 다른 접근으로 Yuan 그룹은 후처리공정에서 FAI 대신 Guanidinium (Gua) 이온을 사용하고 약한 어닐링 과정을 통해 양자점 표면의 Gua 매트릭스를 형성하는 방식을 제안했다42). 상대적으로 크기가 큰 Gua이온은 코어 격자에 깊이 침투하지 않고 표면에 제한적으로 존재하며, 이어진 열처리 과정에서 표면에 Gua기반 매트릭스를 형성하였다(Fig. 4 (e)). 이후 연구그룹은 동일한 후처리 전략을 전자수송층 표면 결함 제어 전략과 같이 최적화하여 17.5%의 높은 효율을 달성하였다.
3.3 액체상 공정 방식의 연구 동향
MeAc 기반 리간드 교환은 합성 및 필름화 과정 모두에서 효과적인 전략으로 사용되었다. 그러나 합성 후 세척 단계에서 OAc 탈착에 따른 음이온 결함이 발생하는 문제가 있었다.
이를 위해 Zhang그룹은 SN1 반응 기반 iodide 소스를 첨가하는 “표면 매트릭스 치유” 방식을 제안하였다29). tert-Butyl iodide와 Trioctylphosphine을 도입해 비극성 용액 내에서도 충분한 요오드 소스를 제공하여 결함을 보완한 결과, Voc와 FF가 개선되면서 효율이 13.2%에서 16.2%로 효율이 크게 향상되었다.
이후 이어진 연구에서는 trimethylsulfonium iodide30) 혹은 Pseudoa-halide 계열의 음이온인 trimethyloxonium tetrafluoroborate (TMO-BF4)/PEAI 혼합하는 방식으로 할로겐 이온의 결함을 억제하는 방식을 발전시켰다31). 특히 TMO-BF4/PEAI 혼합방식을 적용한 연구에서는 Cs PQD 태양전지 중 가장 높은 효율인 17.61%가 보고되어 우수한 결함제어 효과를 입증하였다31).
음이온 결함 억제를 통한 고효율 소자 개발 외에도, 양자점 소재의 안정성과 공정적 이점을 극대화하기 위한 공정단순화 방식에 대한 연구도 활발히 진행되었다.
Kim 그룹은 QD 층의 두께를 증가시켜 단일 코팅으로 필름을 형성하는 공정을 시도한 결과, 기존 방식을 적용하면 필름이 기판으로부터 박리되는 현상을 확인하였다43). 이러한 문제는 고체상 리간드 공정에서 긴 리간드가 짧은 리간드로 빠르게 치환되면서 발생하는 부피축소에서 기인하는 것으로 해석되었다.
이를 해결하기 위해 연구진은 Phenyl 그룹을 도입하여 용액상과 고체상 모두에서 리간드 치환이 균일하게 진행되도록 설계하였으며, 이를 통해 과도한 부피 수축을 억제하면서도 높은 리간드 교환 효율을 유지할 수 있었다. 그 결과, 공정 반복 없이도 700 nm 두께의 균일한 필름 형성이 가능하였고, 13.7%의 효율을 달성함으로써 용액상 리간드 교환 방식의 필요성을 보여주었다.
한편 Choi 그룹은 용액상 리간드 교환을 강화해 고체상 교환이 필요 없는 양자점 잉크 개발을 진행하였다44). 연구진은 Diphenylpropylammonium iodide (DPPAI)를 사용하여 OAm을 대체하였을 때, Diphenyl 기가 충분한 분산 안정성을 확보함과 동시에 전기적 커플링이 강화되어 초기 리간드를 대부분 치환하여서 분상성을 유지하면서도 추가 공정 없이 높은 전류밀도를 낼 수 있는 것이 확인하였다(Fig. 4 (f)). 이를 통해 추가적인 후처리 없이도 양자점 잉크 코팅만으로 광활성층을 형성할 수 있었으며, 14.92%의 효율을 달성하여 PQD 태양전지의 공정 단순화와 응용 가능성을 확장하였다.
4. 유기 양이온 PQD 태양전지 동향
4.1 유기양이온 PQD 태양전지 공정 방식의 정립
유기 양이온 기반 PQD는 Cs PQD와 달리 MeAc 기반 리간드 교환 공정에서 초기 리간드를 충분히 제거하지 못해 전하 수송 특성이 제한적이었다18, 27). 따라서 연구 초점은 과도한 리간드 제거로 인한 결함 억제보다는, 잔존 리간드를 더 효과적으로 제거할 수 있는 새로운 용매 및 염 조합을 모색하는 방향으로 전개되었다.
2018년 Yang 그룹은 FAPbI3 PQD를 기반으로 한 첫 양자점 태양전지를 선보였다18). Yang 그룹은 연구진은 CsPbI3 QD보다 낮은 밴드갭을 가진 FAPbI3 QD의 이론적 장점을 활용하고자 하였으나, 기존 MeAc 기반 세척 과정과 리간드 교환 공정으로는 OAm 등의 잔존 리간드를 효과적으로 제거할 수 없음을 확인하였다.
이에 용매 극성을 조절하여 리간드 제거 효율을 높이는 전략을 채택하였고, Hansen solubility parameter 모델을 기반으로 적절한 용매군인 2-PeOH, Acetonitrile/Toluene (ACN/Tol) 혼합, EtAc를 확보하여 극성용매에 취약한 유기양이온의 손상을 고려하여 리간드 밀도에 따른 순차적인 용매세척방식을 제안하였다. 이에 2-PeOH 세척 후 ACN/Tol으로 2차 세척하는 방식으로 FA PQD의 초기 리간드를 상당 부분 줄일 수 있었고, 최종적으로 8.38%의 효율을 달성하며 FAPbI3QD의 발전 가능성을 입증하였다(Fig. 5 (a)).
또 다른 유기 양이온 기반 조성인 MAPbI3 QD는 MA양이온의 큰 dipole moment와 낮은 화학적 안정성으로 인해 합성의 크기 및 품질 제어가 어려워 태양전지로 활용하는 연구가 지연되었다27, 28). 그러나 2023년 Yuan그룹은 MAAc 전구체와 추가적인 아세트산을 혼합주사하여 균일한 품질의 MAPbI3 QD를 합성하였고, MeAc 리간드교환을 통해 13.34%의 효율을 달성하며 태양전지로 활용가능함을 보여주었다(Fig. 5 (b))45).
2024년 Jang 그룹은 FAPbI3 QD에 리간드교환 공정의 용매 극성을 높이고, 높은 극성으로 인해 발생할 수 있는 FA결함 및 상변화를 막기 위해 MAI이온을 도입하였다19). 이를 통해 상안정성을 강화하면서 리간드 제거 효율까지 확보하는 전략이 보고되었다. 이는 기존 무기 PQD의 성능을 뛰어넘는 18.93% 효율을 달성하며 유기 양이온 PQD의 연구 가능성을 본격적으로 열었다.
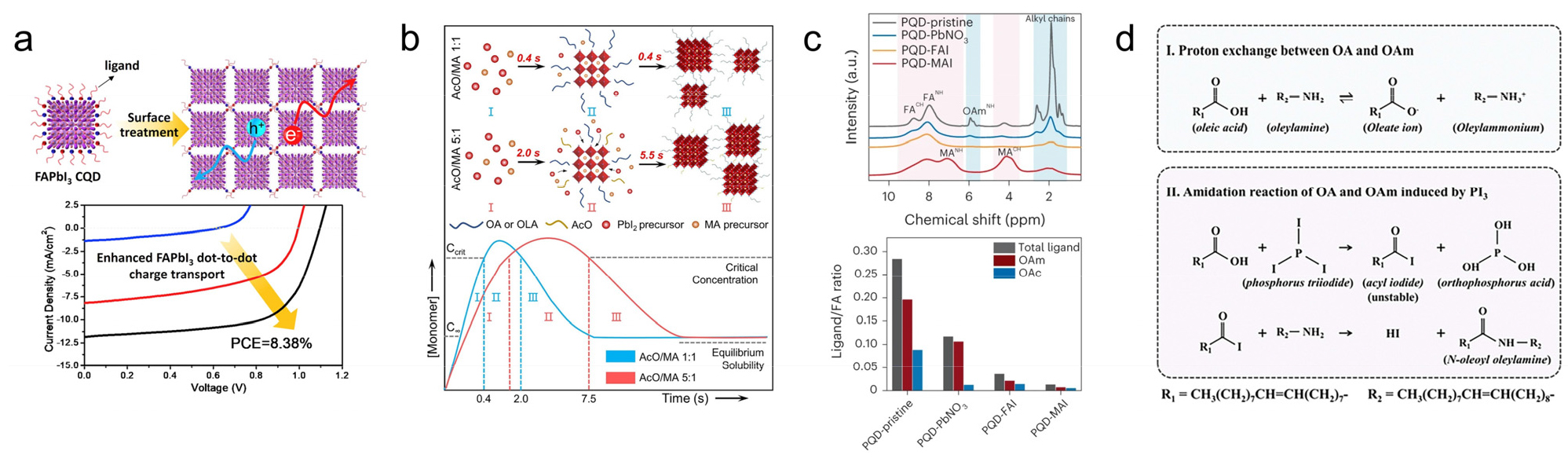
Fig. 5
(a) FA PQD solar cell performance as a function of washing time18), Copyright ⓒ 2018 Elsevier Inc. (b) Schematic illustration of the effect of acetate ratio in the MA PQD synthesis45), Copyright ⓒ 2023 American Chemical Society (c)Solid-state NMR spectra of FA PQDs with different ligand exchange methods and the calculated ligand-to-FA cation ratio19), Copyright ⓒ 2024 Springer Nature (d) Chemical interaction and ligand removal effect with PI3 additive50), Copyright ⓒ The Royal Society of Chemistry 2025
4.2 고체상 공정 방식의 연구 동향
유기양이온 고체상 리간드 교환 연구는 초기리간드를 강하게 제거할 수 있도록 리간드교환을 강화하면서 FA PQD가 델타상을 형성하지 않도록 연구가 진행되었다.
이러한 관점에서 Jang 그룹은 기존의 MeAc 리간드교환과 FAI/EtAc 후처리방식을 도입했을 때, 초기 리간드, 특히 OAm이 상당수 잔존해있음을 밝혔고, 이를 solid-state NMR 및 XPS를 통해 정량화하여 보여주었다19). 이에 연구진은 극성이 높은 IPA 기반 교환 용매에 MAI를 첨가하는 방식을 제안하였다(Fig. 5 (c)). MAI-IPA 처리는 고체상 양이온 교환 반응을 유도하여 리간드 제거 효율을 크게 높였으며, 동시에 MA-FA 혼합 효과로 δ상 전환을 억제하였다. 그 결과 MA0.6FA0.4 PQD 소자는 18.93%의 고효율을 달성하였다.
이후 Yuan 그룹은 기존의 MAPbI3 QD에 MAI-IPA 리간드 교환을 적용하거나 MA0.5FA0.5PbI3 QD를 합성한 뒤 FAI-IPA 리간드교환을 적용하였고32), 리간드 교환 강화 및 효율 상승의 결과를 보이며 MAPbI3 QD 기반의 태양전지의 추가적인 발전가능성을 보여주었다.
이후 2025년에는 2-thiopheneethylammonium iodide (2-TE)를 활용한 연구가 보고되었다46). 2-Te는 황과 아민기를 동시에 포함하여 용액상 리간드 교환 공정 및 고체상 리간드 교환 공정에 사용하였을 때, 효과적으로 리간드를 제거하면서 표면결함을 완화할 수 있었다. 이러한 단계적 리간드 제거를 통해 FA PQD 단일 조성에서도 18.21%의 효율을 기록하였고, MA의 상안정화 없이도 높은 효율을 낼 수 있음을 보여주었다.
4.3 액체상 공정 방식의 연구 동향
액체상 교환 방식에서는 OAm 리간드 제거 효율을 높이기 위해 ammonium 기반 염을 첨가하는 전략이 주로 연구되었다. 초기 FA PQD 연구에서 보고된 2-PeOH 및 ACN/Tol 기반 단계별 세척 방식을 기반으로 OAm 잔류를 줄이는 접근이 사용되었고, 이후 Zhang 그룹은 FAI와 fluoroalkyl ammonium iodide (CF3-PAI) 혼합 처리를 적용하였다. 이 과정에서 X-ray Photoelectron Spectroscopy (XPS) 분석을 통해 OAm 제거가 추가적으로 이루어짐이 확인되었고, Pb0 감소 및 I/Pb 비율 증가로 리간드 교환 과정에서 발생하는 결함이 유의미하게 완화됨을 보였다. 결과적으로 높은 전류밀도(20.95 mA/cm2)와 16.29% 효율이 달성했다47).
이후 연구는 연구에서는 pseudo-halide 음이온인 tetrafluoroborate (BF4-)48) 또는 hexafluorophosphate (PF6-)49) 등을 통해 아이오다이드의 결함발생을 최소화하고, 리간드 제거 및 QD간의 연결을 개선하고자 하였다. 2025년 Yuan 그룹은 MAPF6 염을 세척과정에 도입하여 19.01%의 효율을 보여주었다. 최근 Zhang 그룹은 Phosphorus iodide (PI3)와 PEAI를 단계적으로 도입하는 Consecutive Surface Matrix Engineering (CSME) 전략을 개발50)하여, 리간드 탈착을 촉진함과 동시에 방향족 PEAI가 표면을 효과적으로 보호하도록 하였다(Fig. 5 (d)). 이를 통해 현재까지 보고된 유기 양이온 기반 PQD 태양전지 중 가장 높은 효율인 19.14%가 기록되었다.
또한 Cs PQD와 마찬가지로 FA PQD 역시 공정적 이점을 활용해 대면적 및 잉크 기반 소자 제작을 지향하는 연구가 진행되었다. Yuan 그룹은 기존에 우수한 분산성을 보였던 DPPAI를 FA PQD 잉크 합성에 적용하고, 상대적으로 극성 용매에 취약한 유기 양이온을 보호하기 위해 secondary amine과 triphenylphosphine (TPP)을 추가로 도입하였다51). 이 전략은 OAc 제거 속도를 향상시키는 동시에 TPP가 표면을 감싸 안정성을 강화하는 효과를 보였다. 그 결과, FA PQD 잉크는 추가 후처리 없이도 16.61%의 효율을 달성하였으며, 블레이드 코팅 시 균일한 필름 품질을 확보하여 대면적 공정 및 상용화 가능성을 높였다.
5. 유무기 혼합 양이온 PQD 태양전지 동향
5.1 유무기 혼합 양이온 PQD 태양전지 공정 방식 정립
합 양이온 PQD는 CsPbI3 대비 낮은 밴드갭으로 높은 이론적 효율을 기대할 수 있으며, FAPbI3보다 리간드 교환 효율이 우수하고 안정적인 tolerance factor (0.81-0.99)를 확보할 수 있다는 장점이 있다21).
이러한 이점을 바탕으로 혼합 조성 PQD는 크게 조성이 다른 QD를 적층하여 계면에서 혼합층을 형성하는 방식과 양이온 교환(cation exchange)을 통해 균일한 혼합 조성을 직접 합성하는 방식이 연구되어 왔다. 이 중 균일 조성 확보가 용이한 cation exchange 기반 접근이 주로 고효율 소자에 활용되었다(Fig. 6 (a)).
2017년 kovalenko 그룹은 Cs와 FA를 혼합하는 방식을 최초로 보고하며, Cs PQD와 FA PQD 용액을 혼합하면 균일한 Cs-FA 혼합 조성이 형성됨을 보였다25). 이어 2018년 Luther 그룹은 다양한 혼합 비율(Cs0.25FA0.75, Cs0.5FA0.5, Cs0.75FA0.25)에 대해 활성화 에너지와 소자 효율을 분석하여, 모든 조성에서 10% 이상의 효율을 보여주며 태양전지로의 발전가능성을 선보였다52).
이후 2020년 Wang 그룹은 OAc-rich 환경에서 cation exchange를 진행하는 것이 결함 억제와 균일한 혼합을 동시에 유도함을 보고하였다(Fig. 6 (b)). 연구진은 Cs-oleate와 FA-oleate가 용액 내의 A-site 양이온 교환을 매개하는 주요 매개체이며, OAc 농도가 높은 조건에서는 A-oleate의 이동도가 증가하여 양자점 간 빠르고 균일한 양이온 혼합이 촉진됨을 밝혔다. 또한, 리간드 밀도가 높은 상태에서 혼합을 진행하면 교환 과정 중 발생할 수 있는 표면 결함이 효과적으로 치유되어 결함 밀도가 낮아지고, 이에 따라 전압 특성 또한 개선됨을 확인하였다.
최종적으로 Cs0.5FA0.5 PQD에서 16.6%의 인증 효율을 기록하였고27), 이는 당시 PQD 태양전지 중 최고 효율로 보고되며 혼합 조성 연구에 대한 관심을 크게 높이며 본격화되었다.
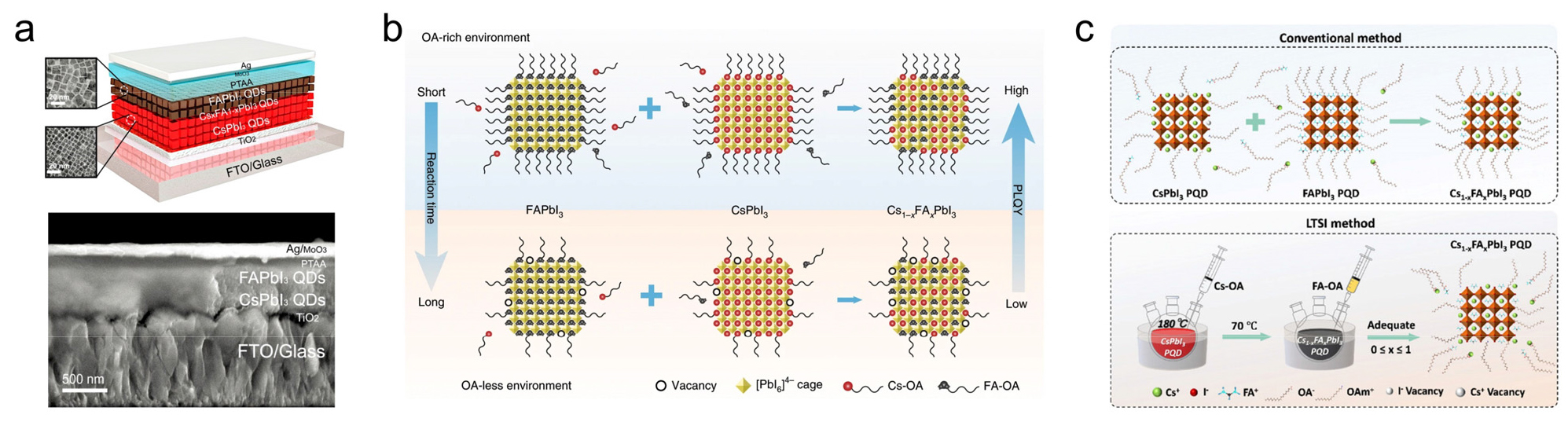
Fig. 6
(a) Device structure and scanning electron microscopy image of Cs/FA heterostructure53), Copyright © 2019 American Chemical Society (b) Schematic illustration of the effect of an OA-rich environment on the cation-exchange process27), Copyright © 2020 Springer Nature (c) Schematic illustration of conventional and sequential injection methods for forming CsFA alloyed PQDs55), Copyright © 2025 John Wiley & Sons, Inc
5.2 고체상 공정방식의 연구 동향
초기 혼합 양이온 PQD 연구는 Cs PQD의 공정 방식을 기반으로 진행되었으며, FA 이온을 일부 도입해 밴드갭을 낮추면서도 기존 공정을 그대로 적용할 수 있는 장점이 있었다.
2019년 Ma 그룹은 Cs-PQD/ FA-PQD를 각교차로 적층하였을 때 계면에서 Cs-FA 혼합층이 형성되며 수직방향으로의 밴드구배를 유도하였다. 이를 통해 Cs- 혹은 FA-PQD보다 높은 전류밀도(17.26 mA/cm2)와 15.6%의 효율을 기록하며 적층방식의 혼합조성의 이점을 보여주었다53).
같은 시기에 Luther 그룹은 cation exchange와 적층구조를 같이 사용하여 보다 세부적으로 조성 및 에너지구배를 설계하였다. 연구진은 Cs-FA 혼합 비율을 조절하여 하부층을 코팅하고, 상부에는 Cs PQD를 다양한 두께로 적층함으로써 최적의 밴드 정렬을 구현하였다. 최종적으로 Cs0.25FA0.75 QD 한 층과 CsPbI3 QD 세 층을 적층한 구조에서 우수한 성능과 더불어 hysteresis 15.74%의 효율을 기록하였다52).
이후 연구에서는 FA-rich 조성의 CsFA 혼합 PQD에서 리간드 제거 문제를 해결하는 것에 초점이 맞추어졌다. Lee 그룹은 Cs:FA 비율을 3:1, 2:2, 1:3으로 변화시키며 적층하여 에너지 구배를 극대화한 뒤, IPA-pyridine/FAI 혼합 용매로 후처리를 진행하였다. Pyridine은 FAI 용해도를 높이고 PbI6 팔면체와의 강한 상호작용을 통해 표면 재배열을 유도하여 양자점의 결정성을 향상시켰다. 이 방식으로 19.30 mA/cm2의 높은 전류밀도와 16.46% 효율을 달성하며, FA-rich 혼합 PQD 소자의 발전가능성을 제시하였다54).
5.3 액체상 공정방식의 연구 동향
용액상 공정에서는 양이온 혼합 조건에 따른 리간드 분포변화와 혼합과정에서 발생하는 결함 제어에 대한 연구가 활발히 이루어졌다.
이전의 Wang 그룹은 OA-rich 환경에서 FA-oleate와 Cs-oleate의 이동을 촉진해 결함 없는 혼합을 구현하였던 것27)과 반대로, Zhang 그룹은 리간드밀도가 적은 Cs-FA 혼합 PQD를 합성하는 방식을 제시하였다. 연구진은 Cs PQD 합성 후 세척 단계에서 FAI/ACN 용액을 사용하여 혼합조성을 제조하였다. 특히 높은 극성 환경에서 FA이온의 이동성이 빨라져 OA-rich한 환경이 아니더라도 빠르고 균일한 cation exchange가 일어남을 보여주었다33). 결과적으로 낮은 리간드 밀도를 갖는 Cs0.64FA0.36 PQD가 합성되었고, 17.29% 효율을 보여주었고, 이후 FAI를 FABF4로 치환한 공정에서는 추가적인 결함완화 및 양자점의 정렬성이 강화되어 17.49%로 효율이 추가 향상되었다34).
최근에는 합성 단계에서부터 균일 조성을 구현하기 위한 sequential injection 방식의 개선도 이루어졌다55). Zhang 그룹은 고온에서 Cs-OAc를, 이어 저온에서 FA-OAc를 주입하는 방식으로 CsFA QD 합성을 수행하였다(Fig. 6 (c)). 이 접근은 기존 OA-rich 환경이나 ACN 기반 교환과는 다른 방식으로 낮은 리간드 밀도와 높은 결정성을 확보할 수 있었다. 최종적으로 Cs0.5FA0.5 PQD 소자에서 18.34%의 효율을 기록하며, 현재까지 보고된 혼합 양이온 PQD 태양전지 중 가장 높은 성능으로 보고되었다.
6. 결 론
페로브스카이트 양자점 태양전지는 결정 성장 제약이 적은 공정적 이점과 페로브스카이트 코어의 높은 결함 허용도, 우수한 전하 수송 특성 덕분에 짧은 기간에도 19% 이상의 효율에 도달하며 빠르게 발전해왔다. 합성에 사용되는 OAc/OAm 계열의 장쇄 리간드는 필름 내에서 제거 또는 치환이 필요하며, 이 과정은 소자의 성능과 안정성을 좌우하는 핵심 단계이며, 코어 조성(A-site 양이온)에 따라 최적 전략이 달라진다.
Cs 기반 무기 QD는 상대적으로 약한 표면 결합 특성 덕분에 MeAc 기반 교환과 AX/EtAc 후처리만으로도 17% 이상 효율을 달성했다31, 35). 반면 FA/MA 기반 유기 QD는 강한 OAm 결합과 δ상 전환 억제를 동시에 고려해야 하므로, 극성 용매 강화와 암모늄 염 도입이 병행되었고 이를 통해 19.14%까지 효율이 향상되었다19, 49, 50). 또한 혼합(Cs-FA/MA) 조성은 밴드갭 조율과 리간드 밀도 최적화를 동시에 구현하여 18%대 고효율을 확보하였다54). 이와 같이 조성에 맞는 리간드 교환 공정 성능 향상 전략과 더불어, 용액 기반 QD 잉크 합성과 블레이드 코팅 등 대면적 공정 기술도 빠르게 발전하고 있다. 이러한 연구의 발전은 고온 열처리나 복잡한 결정 성장 과정 없이도 균일한 고품질 광활성층을 형성할 수 있다는 점에서 상용화 측면에서 중요한 의미를 갖는다.
앞으로 PQD 태양전지의 추가적인 효율 도약을 위해서는 현재까지 보고된 조성별 특성에 따른 리간드 제어 메커니즘을 보다 정밀하게 규명할 필요가 있으며, 장기 안정성과 대면적 모듈 제조 조건을 최적화하는 연구가 필수적이다. 이러한 연구가 뒷받침된다면 PQD 태양전지는 고효율・고안정성과 더불어 공정 경쟁력을 갖춘 차세대 태양전지 기술로 자리매김할 것으로 기대된다.
