

1. 서 론
화석연료 사용으로 인한 기후변화에 대응하고자 신재생에너지 기술개발의 필요성이 부각되고 있으며, 그에 따른 시장도 빠르게 성장하고 있다. 특히 태양광 발전은 신재생에너지 시장에서 가장 큰 부분을 차지하고 있으며, '21년을 기준으로 매년 30% 이상 성장하고 있다1,2). 하지만 제한된 국내 토지에 비하여 넓은 면적을 차지하는 기존 태양광 발전소 형태의 발전 방식은 비효율적인 측면이 있다. 또한 생산된 전기의 대부분을 도시에서 소비하지만 넓은 공간이 필요한 태양광 발전소의 특성상 도심지에 위치하기에는 어려움이 있다3). 이에 최근 건축물에 적용이 가능한 건물일체형 태양광 발전 시스템(Building integrated photovoltaics, BIPV)에 대한 관심이 증가하고 있다. BIPV 시장의 경우, '50년까지 적게는 176[GWp]에서 많게는 275[GWp]까지 설치될 것으로 예상된다4).
BIPV는 크게 건물의 지붕에 설치되는 지붕형 BIPV와 건물의 벽면에 설치되는 입면형 BIPV로 구분된다. 기존의 BIPV 설치방법은 건물의 외부에 태양광 모듈을 설치할 수 있는 철골 구조물을 설치하고 그 위에 태양광 모듈을 설치하는 방식이다5). 이는 기존의 태양광 모듈을 건물에 직접 설치할 수 있다는 장점을 가지고 있으나, 태양광 모듈 설치에 필요한 구조물로 인한 건물의 기계적 하중 증가와 심미성이 낮은 단점이 있다. 이를 극복하고자 최근 BIPV용 건자재 일체형 태양광 모듈에 대한 연구가 진행 중이다6). 기존의 건물 외벽이나 지붕에 사용되는 건자재와 태양광 모듈의 일체화를 통하여 추가 구조물 설치 없이 모듈의 시공이 가능하며, 이질감이 없는 높은 심미성을 갖는 모듈에 대한 연구의 필요성이 증가하고 있다.
본 연구에서는 건물의 지붕에 적용되는 건자재인 절곡강판에 태양광 모듈을 일체화 시키는 연구를 진행하였다. 일반적으로 건물 지붕 시공의 편리성과 누수 등에 대한 지붕의 내구성 향상을 위하여 절곡된 형태의 강판을 사용한다. 이러한 절곡 강판에 태양광 모듈을 일체화함으로써, 기존 모듈 설치 시 필요했던 철골 구조물 등을 배제하고 일반적인 건물 지붕 시공의 구조로 태양광 모듈 설치까지 가능하게 된다. 특히 절곡 강판과 일체화된 태양광 모듈은 고출력 모듈 디자인인 슁글드 디자인이다. 슁글드 디자인은 태양전지를 분할 후 접합하는 디자인으로 기존 태양광 모듈 대비 단위 면적당 높은 셀 집적도를 보이는 디자인이다7). 또한 전면전극이 드러나지 않는 구조로 일반 태양광 모듈과 대비하여 심미성이 높아 BIPV 시장에서 각광받고 있는 디자인이다. 이에 본 연구에서는 건물 지붕용 절곡 강판에 슁글드 디자인의 태양광 모듈이 접목된 절곡 강판 일체형 태양광 모듈 제작을 위해 절곡 강판 사이즈에 맞춘 최적의 어레이 디자인 및, 강판 보조기구 등의 활용 제조기술에 대한 연구를 진행하였다.
2. 실험방법
본 연구에서 M3 (156.75 X 156.75 mm) p-type PERC (Passivated Emitter rear Cell)형 태양전지를 레이저(파장:532[nm], 주파수:50[kHz], 횟수:20[ns], 파워:10[W], Coherent)를 이용하여 30회 scribing 후 물리적인 방법을 이용하여 5개의 셀 스트립으로 분할하였다. 이렇게 분할된 셀을 이용하여 스트링을 제작하기 위해 electrically conductive adhesive (ECA, XCA-8311, Hankel)를 전면 버스바에 분사한 후 다음 분할셀의 후면부분과 접합시켰다. 이때, 접합공정 온도는 140[℃]이며, 공정시간은 10[s] 동안 진행했다. 안정적인 스트링 제작을 위하여 분할셀 간의 overlap width는 1.6[mm]로 제작하였다. 이러한 접합공정을 통하여 13개의 분할셀을 접합하여 스트링을 제작하였다.
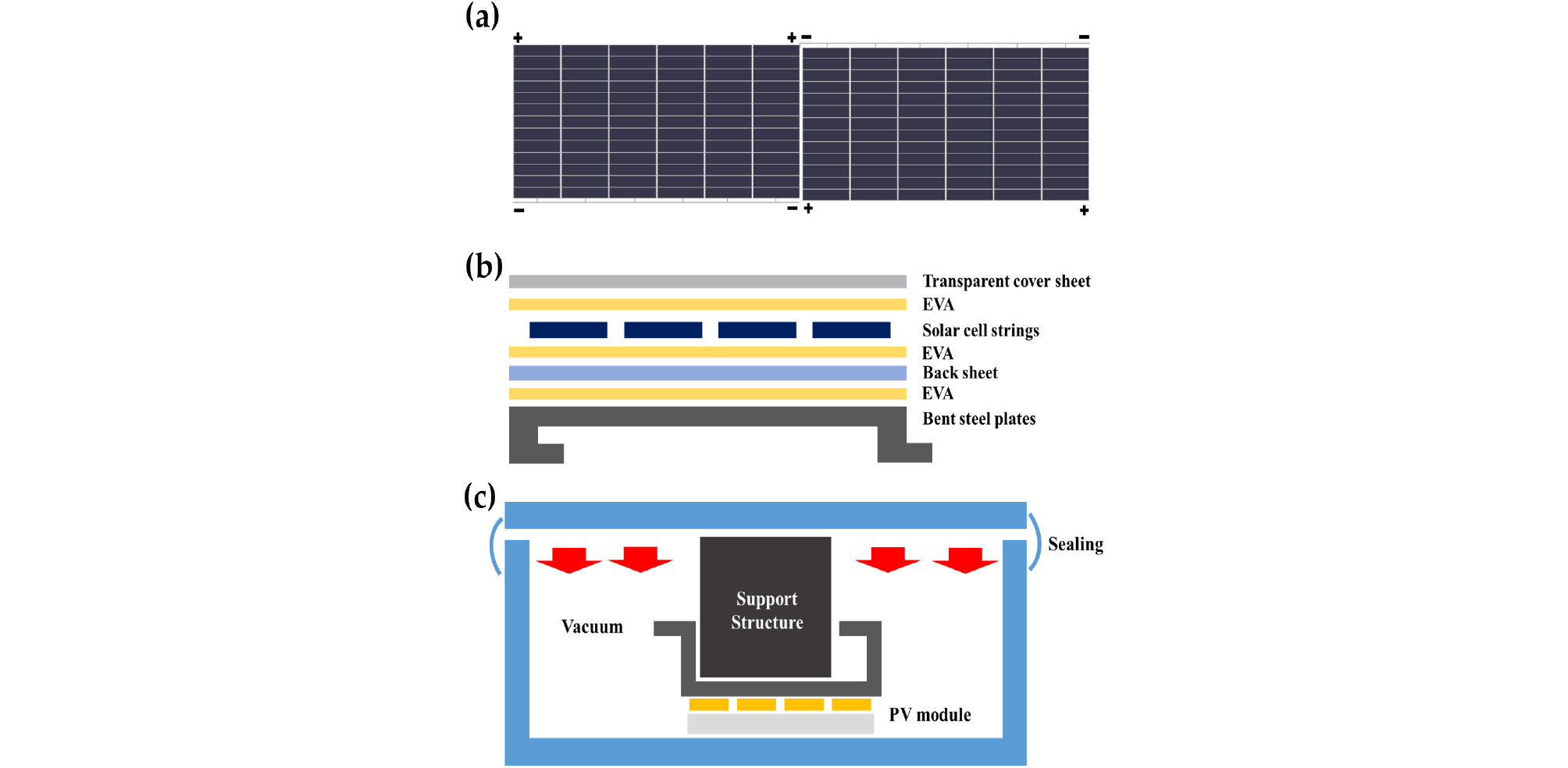
Fig. 1 (a)는 13접합 스트링을 이용하여 제작될 모듈의 어레이를 나타내는 계략도이다. 본 연구에서 제작할 절곡 강판 일체형 태양광 모듈은 총 12개의 스트링으로 구성되며, 전기적으로 6병렬 2직렬의 형태로 연결된다. Fig. 1 (b)는 절곡 강판 일체형 태양광 모듈의 계략도이다. 연구에서는 절곡 강판 일체형 태양광 모듈을 만들기 위하여 전면커버를 투명 필름인 ethylene tetrafluoroeththylene copolymer (ETFE)를 사용하였으며, 봉지재로는 ethylene vinyl acetate (EVA)를 사용하였다. Fig. 1 (b)와 같이 ETFE/EVA/태양전지스트링/EVA/back sheet/EVA/절곡강판의 순서로 적층 후 라미네이션 공정을 이용하여 모듈을 제작하였다.
Fig. 1 (c)는 절곡 강판 일체형 태양광 모듈의 라미네이션 공정을 보여주는 모식도이다. 일반적인 라미네이션 공정을 적용하면 절곡 강판의 절곡 부분이 눌려서 찌그러지는 현상이 나타난다. 이러한 문제점을 해결하기 위하여 절곡 강판과 라미네이터 사이의 공간을 채워 절곡 부분이 눌리지 않도록 보조기구를 적용하였다. 열에 변형이 없는 재질인 목재를 사용하였으며 절곡 강판과 같은 사이즈로 디자인하되 라미네이션 장비를 사용하기에 무리가 없을 최대치의 두께(1.8t)로 제작하였다. 이를 이용해 라미네이션 공정 시 모듈 제작이 용이 하도록 변경하였다.
제작된 모듈의 전기적 특성분석을 위하여 솔라시뮬레이터(WXS-155S-L2, WACOM)와 I-V 측정장치(DKSCT-3T, DENKEN)를 이용하여 AM1.5G (1000[W/m2])환경에서 분석을 진행하였다. 또한 슁글드 스트링의 데미지 및 파손 등을 분석하기 위하여 electroluminescence (EL) 시스템(Portable EL, 600[W], TNE TECH)을 이용하여 분석하였다.
3. 결과 및 고찰
Fig. 2는 레이저 스크라이빙 공정을 이용하여 제작된 분할셀들의 출력 분포도이다. 분할셀들의 출력감소에 대한 분석을 위하여 5분할 된 태양전지 총 20개의 샘플의 출력을 측정하여 결과를 분석하였다. 측정된 분할셀의 평균 출력은 1.041 ± 0.018 [W]로 확인되었다. 본연구에서 사용된 p-PERC 태양전지의 경우 평균 출력은 5.304± 0.12[W]이며, 분할 전 태양전지와 분할된 셀의 출력분포를 비교하면 약 1.9%의 출력손실이 발행하는 것을 알 수 있다. Fig. 2 (b)는 첫 번째 분할셀의 I-V 그래프이다. 이렇게 제작된 분할셀을 이용하여 본 연구에서 슁글드 디자인 스트링을 제작하였다.
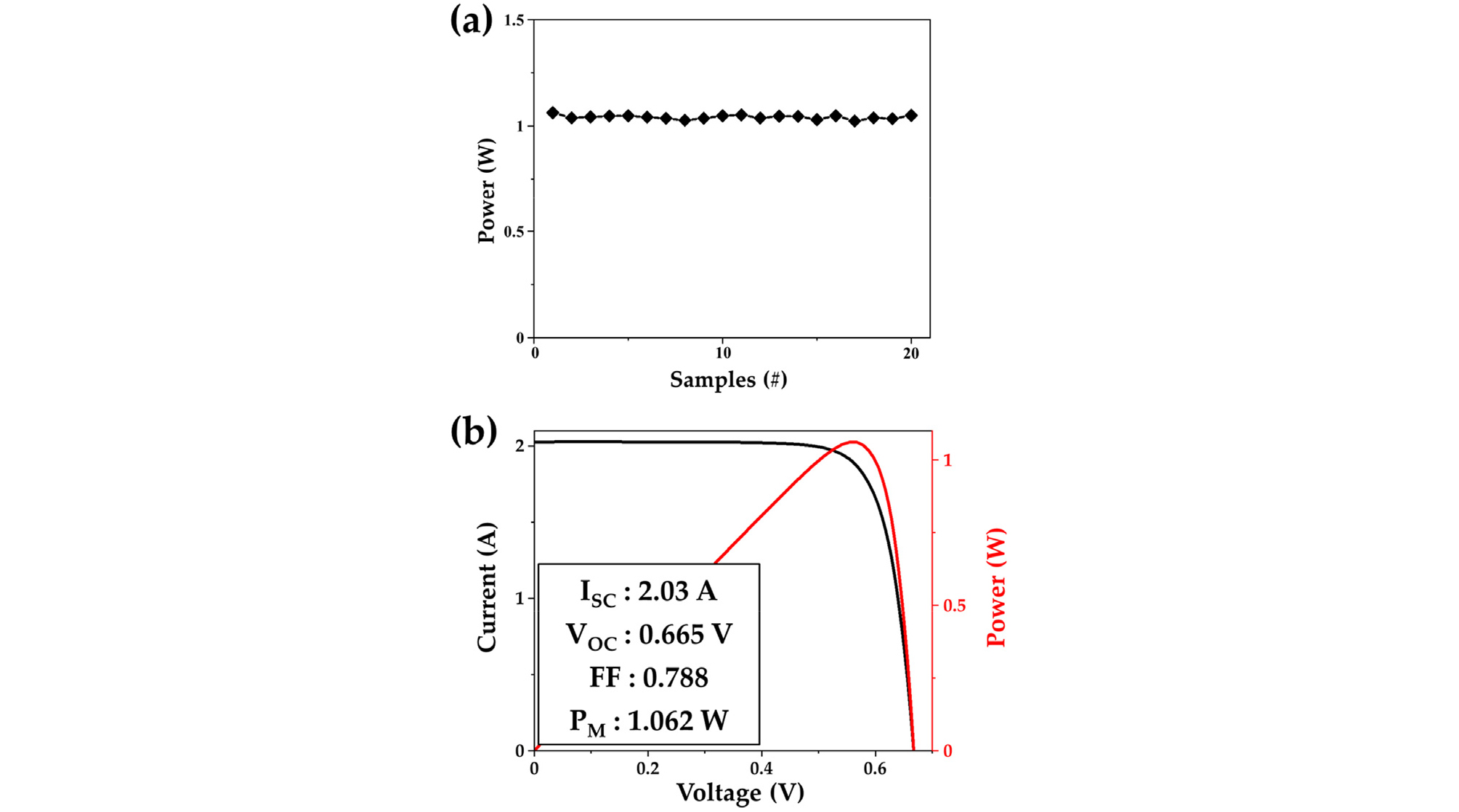
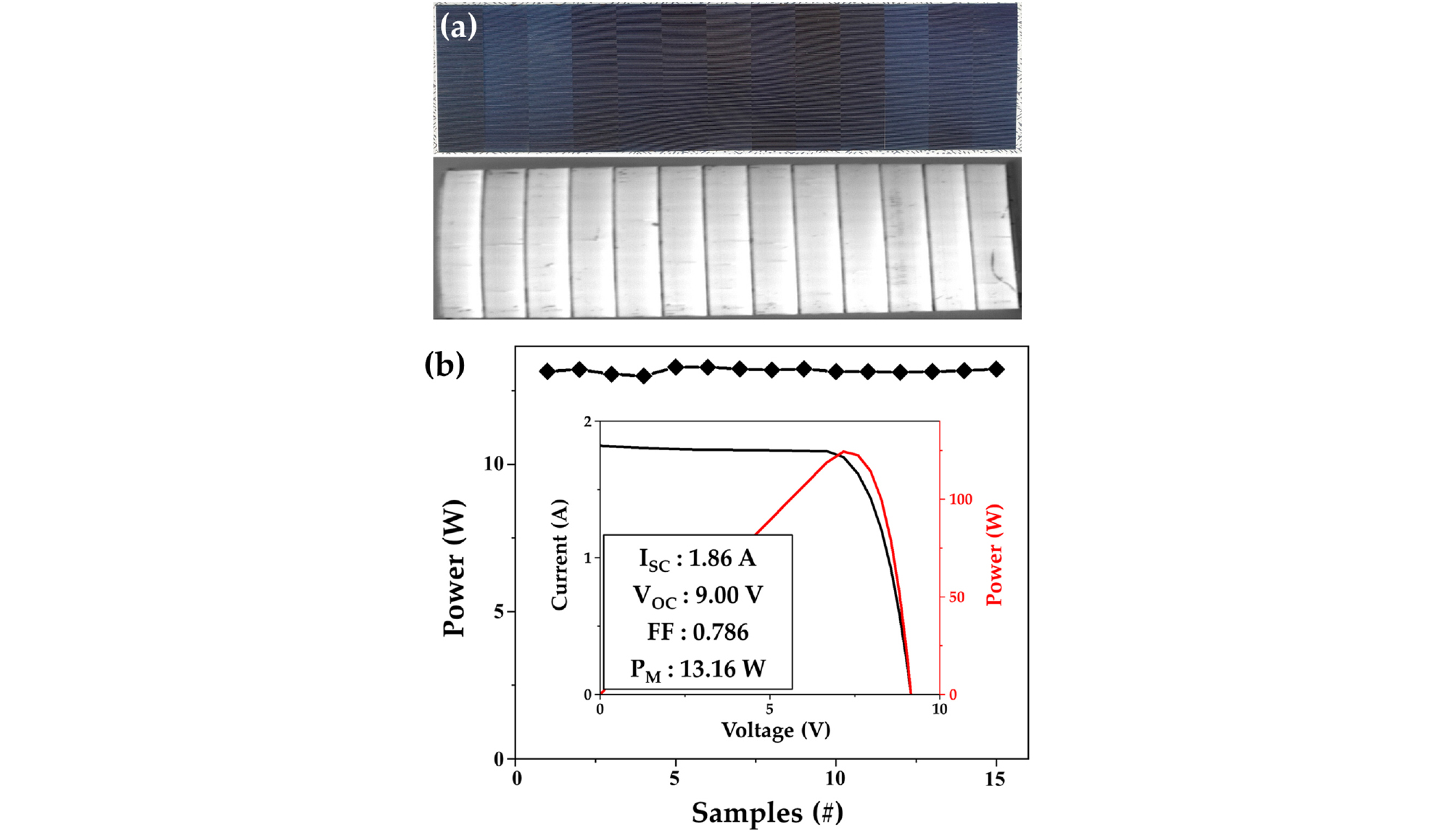
Fig. 3 (a)는 연구에서 제작한 슁글드 디자인의 13접합 스트링 셀의 실제 사진과 EL분석 사진이다. EL 분석 이미지에서 알 수 있듯이 슁글드 스트링 제작 과정에서 크게 출력 감소를 일으킬 수 있는 원인인 충격이나 손상 등에 대한 현상은 발견되지 않았다. Fig. 3 (b)는 13접합 스트링의 출력분포도이다. 총 15장의 스트링 샘플을 제작하여 출력을 측정한 결과 평균 13.21±0.20[W]의 출력을 나타냈다. Fig. 3 (b)에 삽입되어 있는 그래프는 첫 번째 측정한 스트링의 I-V 데이터이다. 이전의 Fig. 2 (b)에 삽입되어 있는 분할셀의 I-V 데이터와 비교하였을 때, Isc값이 감소한 경향을 확인할 수 있다. 이는 ECA를 이용하여 분할셀을 직렬로 접합할 경우 ECA 전기적 접촉 부분에서 저항의 증가와 오버랩에 의한 수광면적 감소에 의해 나타난 현상으로 예측된다8). 이렇게 12개의 13접합 스트링을 이용하여 절곡 강판 일체형 슁글드 태양광 모듈을 제작하였다.
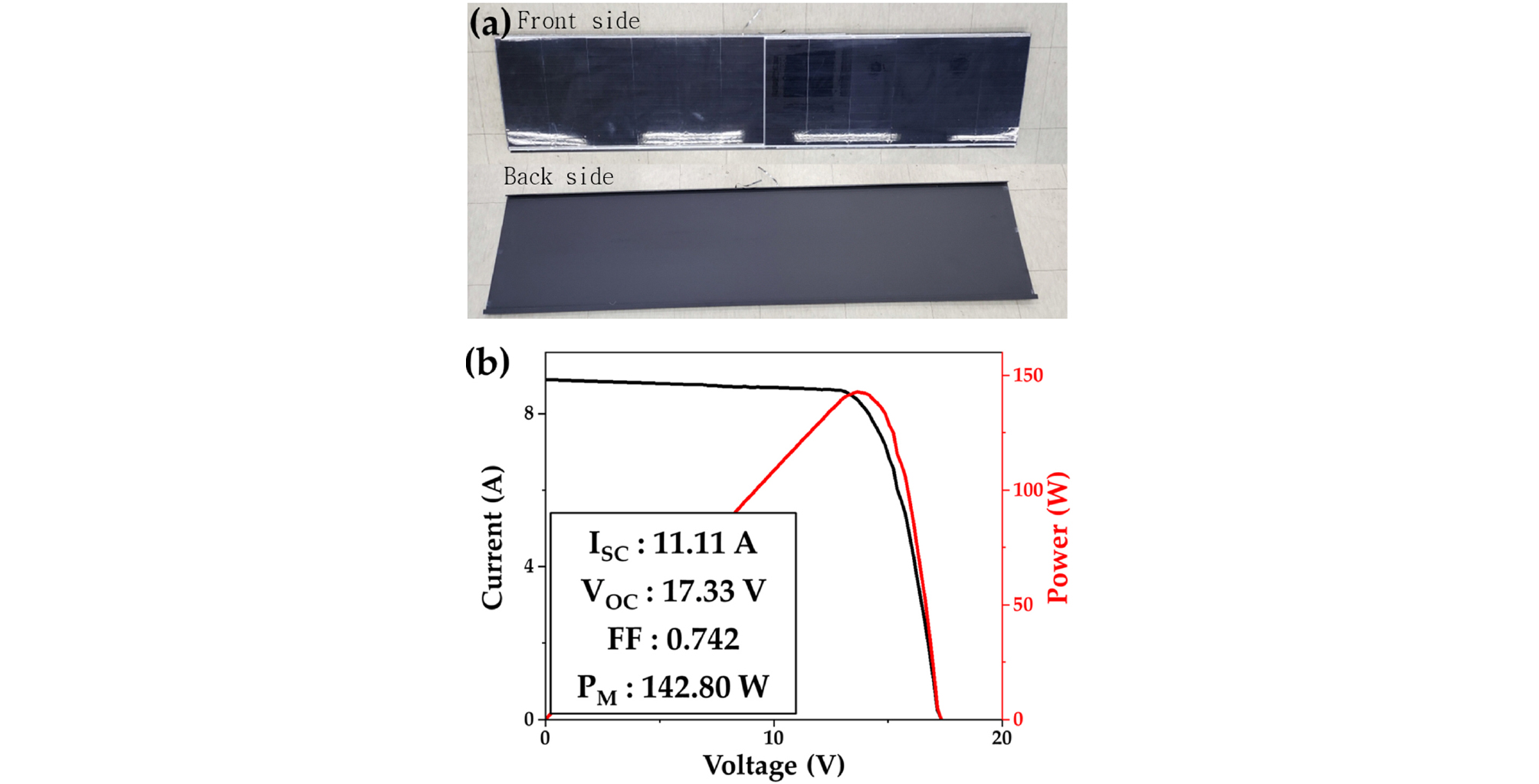
본 연구에서 제작된 태양광 모듈의 유효면적은 1915[mm]×410[mm]의 크기로 약 0.785[m2]의 유효면적을 갖는다. Fig. 4 (a)는 실제 제작된 절곡 강판 일체형 슁글드 태양광 모듈의 실제 전면과 후면 이미지이다. 라미네이션 공정 중 절곡 구조체가 눌려 변형되는 현상을 방지하기 위하여 보조기구를 넣어 라미네이션을 진행한 결과 절곡부분의 눌림 현상이 발생하지 않았다. 추후 공정 양산화를 위하여 라미네이션 공정에 대한 연구를 진행할 예정이다. Fig. 4 (b)는 본 연구를 통하여 제작된 절곡 강판 일체형 슁글드 태양광 모듈의 전기적 특성을 분석한 I-V 데이터이다. 제작된 모듈의 출력은 142.80[W]를 기록하였고, 변환효율은 18.2%를 기록하였다. 현재 제작된 모듈은 내구성 및 성능 평가와 건물의 지붕에 설치하여 실증할 예정이다.
4. 결 론
본 연구에서는 결정질 실리콘 태양전지를 이용한 절곡 강판 일체형 태양광 모듈을 제작하였다. M3 (156.75 X 156.75 mm) p-PERC 태양전지를 분할 접합 방식을 통하여 스트링을 제작한 후, 절곡 강판의 태양전지 스트링이 적용될 면적에 맞게 제작된 스트링을 어레이로 연결하여 모듈을 제작하였다. 절곡 강판에 적용된 태양광 스트링 어레이를 모듈화하기 위하여 라미네이션 공정을 이용하였다. 라미네이션 공정 중 절곡 부분의 변형을 방지하기 위하여 보조기구를 중간에 삽입하여 모듈을 제작하였다. 본 연구에서 제작한 태양광 모듈은 약 0.785[m2]의 면적으로 제작되었다. 제작된 모듈의 전기적 특성을 분석한 결과 142.80[W]의 출력을 확인하였으며 이는 18.2%의 광전환 효율을 나타낸다. 현재 내구성 및 성능 평가를 다음 연구로 진행할 예정이며, 개발된 모듈 제작 기술을 이용하여 건물 지붕에 직접 설치 후 실증할 예정이다.
